
Ich arbeite auch etwas an "echten" CNC Werkzeugmaschinen und kann Anse voll zustimmen. Ohne die Tasten Cycle Stop (also sofort anhalten), Single Block(nach der nächsten Bewegung anhalten), reduzierter Eilgang und dem Feedrate Override könnte ich mir an der Maschine produktiv sein nicht vorstellen.
Wie läuft das dann eigentlich mit der Werkzeugkorrektur? Jedes mal neues Programm ausm CAM leiern?
allgemeiner Käsefräsen, Käsehobel, CNC Fread
Moderatoren: Heaterman, Finger, Sven, TDI, Marsupilami72, duese
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Wer mal getrennte Overrides für Vorschub und Eilgang verwendet hat will das auch nicht mehr missen. Einzelsatz genau so.
Die einzige für privat erhältliche Steuerung die das alles kann ist so weit ich weiß nur LinuxCNC.
Der YT-Kanal "nyc-cnc" ist schon lange nicht mehr als Hobby-Spielerei zu sehen aber auch er hat erst vor kurzem die Bk. "entdeckt": https://www.youtube.com/watch?v=Mxtfs0Wr2X0
Man sollte schon ein paar G-Code Befehle kennen. Auch wenn man sonst alles im CAM macht.
Die einzige für privat erhältliche Steuerung die das alles kann ist so weit ich weiß nur LinuxCNC.
Bei den Hobby-Cam Nutzern Ja, Ich kenne es aber auch so das die CAM-Software an Stellen wo es drauf ankommt die Bahnkorrektur auch nutzt. Ist gerade in Serienproduktion wichtig wo Verschleiß korrigiert werden muss.Raider hat geschrieben:Wie läuft das dann eigentlich mit der Werkzeugkorrektur? Jedes mal neues Programm ausm CAM leiern?
Der YT-Kanal "nyc-cnc" ist schon lange nicht mehr als Hobby-Spielerei zu sehen aber auch er hat erst vor kurzem die Bk. "entdeckt": https://www.youtube.com/watch?v=Mxtfs0Wr2X0
Man sollte schon ein paar G-Code Befehle kennen. Auch wenn man sonst alles im CAM macht.
-
Geistesblitz

- Beiträge: 1934
- Registriert: Di 5. Nov 2013, 17:53
- Wohnort: Dresden
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Ich verwende mittlerweile hauptsächlich Fusion360 für CAD und CAM sowie grbl auf nem Uno und Universal-G-Code-Sender zum Senden des G-Codes etc. Bei grbl gibt es einen Eingang für Pause, da hält die Maschine sofort an der aktuellen Stelle an (weiß gerade nicht, ob mit Bremsrampe oder nicht). Gibt auch noch eine Stopp-Taste, die das Programm komplett abbricht, die hab ich allerdings mit dem Not-Aus verbunden.
Hmm, 30000 mm/min mit 0,56Nm Nema17 Motoren? Was hast denn da für Spindeln, sind die mehrgängig oder was? Das ist schon ziemlich krass schnell.
Hmm, 30000 mm/min mit 0,56Nm Nema17 Motoren? Was hast denn da für Spindeln, sind die mehrgängig oder was? Das ist schon ziemlich krass schnell.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Also ich komme bei meiner mit ach und Krach auf 40m/min, und das trotz dickem Servo und drei Meter verfahrweg.
Aber mit nema17 auf der kurzen Strecke?
Ich kann mir gar nicht vorstellen wo die das Drehmoment her nehmen sollen.
Oder nutzt du closed loop driver?
Aber mit nema17 auf der kurzen Strecke?
Ich kann mir gar nicht vorstellen wo die das Drehmoment her nehmen sollen.
Oder nutzt du closed loop driver?
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Nix Spindel - GT2 Riemen.
Hat halt auch den Vorteil, wenn ich wo anfahre, hüpft halt der Riemen übers Zahnrad, aber die Maschine wird nicht verbogen.
Auch keine closed Loop Driver- Mega mit Ramps und A4988 - die primitivstlösung.
Soll halt Käse Fräsen (Platinen, Kunststoff und Holz) da hoffe ich dass das so weit halbwegs geht.
Und verbessern kann man immer noch, wenn wieder genug Geld am Bastelkonto ist, und ich mal genauer verstehe, wie das alles geht und warum. - Fertig kaufen kann ja jeder
EDIT: Und wie weiter oben schon geschrieben - wenn ich richtig gerechnet habe, schafft er trotz Beschleunigung 2500 nicht mehr ganz auf die 30m/Min zu kommen, bevor er schon wieder bremsen muss.
Hat halt auch den Vorteil, wenn ich wo anfahre, hüpft halt der Riemen übers Zahnrad, aber die Maschine wird nicht verbogen.
Auch keine closed Loop Driver- Mega mit Ramps und A4988 - die primitivstlösung.
Soll halt Käse Fräsen (Platinen, Kunststoff und Holz) da hoffe ich dass das so weit halbwegs geht.
Und verbessern kann man immer noch, wenn wieder genug Geld am Bastelkonto ist, und ich mal genauer verstehe, wie das alles geht und warum. - Fertig kaufen kann ja jeder
EDIT: Und wie weiter oben schon geschrieben - wenn ich richtig gerechnet habe, schafft er trotz Beschleunigung 2500 nicht mehr ganz auf die 30m/Min zu kommen, bevor er schon wieder bremsen muss.
-
Geistesblitz
- Beiträge: 1934
- Registriert: Di 5. Nov 2013, 17:53
- Wohnort: Dresden
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Meine Fräse schafft gerade mal 2000mm/min maximal, ich hab aber auch etwas dickere Nema23 Motoren mit 1,3 Nm und Tr14x4 Trapezspindeln verbaut. Mehr als weiches Material wirst damit auch nicht fräsen können, wenn der Riemen so locker sitzt dass er überhüpfen kann ist das wahrscheinlich alles andere als steif. Wie groß sind die Riemenräder?
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Fräsen kann ich eh nicht so schnell - nur verfahren...
Nachdem die Spindel max 9000 Umdrehungen hat, werde ich nach ersten Abschätzungen des Vorschubs froh sein, wenn ich auf 2000mm/Min Vorschub komme
Zahnräder mit 20 Zähnen
Nachdem die Spindel max 9000 Umdrehungen hat, werde ich nach ersten Abschätzungen des Vorschubs froh sein, wenn ich auf 2000mm/Min Vorschub komme
Zahnräder mit 20 Zähnen

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
2000mm/min ist fucking sportlich und unrealistisch... auch in Holz mit Spindel auf 11... über 500 mm/min kommst du selten, bis 1000 geht noch unter optimalen Bedingungen.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Okaaaay - da bin ich wohl noch ein wenig zu optimistisch - kann es im Moment noch nicht testen - die Spannzangen sind noch am Postweg.
-
Geistesblitz
- Beiträge: 1934
- Registriert: Di 5. Nov 2013, 17:53
- Wohnort: Dresden
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Ich fräs auch mit maximal 1000mm/min, und das bei 25000 rpm in der Spindel.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
<angebermodus> Ich fräse mit 1240 U/min und 5500 mm/min in VA. Ach ja die Spindel hat 15kWGeistesblitz hat geschrieben:Ich fräs auch mit maximal 1000mm/min, und das bei 25000 rpm in der Spindel.
Ich will nicht alles nur schlecht reden aber etwas realistisch muss man schon sein. Zahnriemen sind für Belastungen wie sie beim Fräsen auftreten total ungeeignet. Mussten die Entwickler des Shapeoko wohl auch feststellen. Du hast Dir aber ein tolle Vorlage für einen 3D-Drucker gebaut. Dafür sind Zahnriemen sogar ideal wegen der geringen zu beschleunigende Masse.
Hat schon einen Grund warum zu 98% in den Werkzeugmaschinen Gewindespindeln eingesetzt werden. Der Rest sind Zahnstangen für große und ungenaue Sachen oder Linearmotoren für wahnsinnige Geschwindigkeiten und hohe Genauigkeit.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Nachdem die Käsefräse schon Holz zerkäst, stellt sich die Frage nach einem Zyklonabscheider. - Den wird der 3D-Drucker erzeugen.
Frage: besser ein großer Zyklon: https://www.thingiverse.com/thing:2829268
oder viele kleine? https://www.thingiverse.com/thing:2686485
Frage: besser ein großer Zyklon: https://www.thingiverse.com/thing:2829268
oder viele kleine? https://www.thingiverse.com/thing:2686485

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Groß. Die kleinen machen zuviel Strömungswiderstand.
Den hier verkauft ein Kumpel, tuts sehr gut.
https://www.hexacube.de/products/dustcaptain
Den hier verkauft ein Kumpel, tuts sehr gut.
https://www.hexacube.de/products/dustcaptain
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Danke - das Ist mal eine eindeutige Aussage 
Na dann werde ich heute Abend den großen auf den Drucker werfen.
Na dann werde ich heute Abend den großen auf den Drucker werfen.
-
bastelheini
- Beiträge: 1663
- Registriert: So 11. Aug 2013, 13:55
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Die kleinen dürften sich auch fixer zusetzen...

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
"Mehlstaub" - ich frage mich, wie viel Staubsauger in der Erprobungsphase daran glauben mussten?Julez hat geschrieben:Groß. Die kleinen machen zuviel Strömungswiderstand.
Den hier verkauft ein Kumpel, tuts sehr gut.
https://www.hexacube.de/products/dustcaptain

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Hallo,
ich baue meine Fräse gerade auf MACH3 um.
Das Programm ist erstklassig!
Nun gibt es da von Christoph Selig eine kostenlose deutsche Oberfläche zum Download. (einfach-cnc.de)
Es gibt für die deutsche Oberfläche ein Handbuch.
Aber es gibt den Shop von Christoph Selig nicht mehr, dort konnte man das Handbuch offensichtlich für 35.-€ kaufen.
Ich hab schon Alles versucht, ich komm nicht an das Handbuch ran.
Hat das jemand von euch ??
Wenn ja, bitte PM
Danke,
Harley
ich baue meine Fräse gerade auf MACH3 um.
Das Programm ist erstklassig!
Nun gibt es da von Christoph Selig eine kostenlose deutsche Oberfläche zum Download. (einfach-cnc.de)
Es gibt für die deutsche Oberfläche ein Handbuch.
Aber es gibt den Shop von Christoph Selig nicht mehr, dort konnte man das Handbuch offensichtlich für 35.-€ kaufen.
Ich hab schon Alles versucht, ich komm nicht an das Handbuch ran.
Hat das jemand von euch ??
Wenn ja, bitte PM
Danke,
Harley
-
Botanicman2000

- Beiträge: 2488
- Registriert: Di 9. Jul 2013, 09:34
- Wohnort: Oldenburg
- Kontaktdaten:
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Hallo
hier die Kopie aus dem Projekt fertiggestellt.
Die MPCNC folgt hier die Tage
aber erst einmal meine Steuerung
Hallo,
hier mal mein erstes etwas grösseres fertiges Projekt. Ok fast Fertig denn der Deckel fehlt oben drauf .
Ich habe ja eine MPCNC gedruckt und gebaut, der Bau zog sich recht lange hin weil ich lieber im Sommer am Wochenende auf dem Platz war zum Fliegen.
Ok in der Woche dann den Flieger Repariert.
Mein Kollege hatte seine in ca 8 Wochen fertig ich brauchte 2 Jahre .
.
Da die CNC ja eine Steuerung benötigt nahm ich da s sogenannte Tillboard, welches in der Community vom Uncle Phill sehr bekant ist.
Ich hätte es jetzt in das kleine Plastegehäuse stecken können aber das gefiel mir nicht.So entstand aus Siebdruckplatten Alu und etwas Dibond sowie vielen weiteren teilen aus Chinukistan die Steuerung.
Ich habe auch nicht die Aufsteck Treiber verwendet sondern Externe grosse Endstufen.
Alle ein oder Ausgänge sind nach aussen geführt. Endschalter Achsen Notaustaster usw.
Auch die Schaltausgänge sind belegt.
Da wären Spindel Sauger und Kompressor. Selbstredend ist alles was Netzspannung führt 2 Polig geschaltet.
So ich lasse mal Bilder sprechen.
hier die Kopie aus dem Projekt fertiggestellt.
Die MPCNC folgt hier die Tage
aber erst einmal meine Steuerung
Hallo,
hier mal mein erstes etwas grösseres fertiges Projekt. Ok fast Fertig denn der Deckel fehlt oben drauf
Ich habe ja eine MPCNC gedruckt und gebaut, der Bau zog sich recht lange hin weil ich lieber im Sommer am Wochenende auf dem Platz war zum Fliegen.
Ok in der Woche dann den Flieger Repariert.
Mein Kollege hatte seine in ca 8 Wochen fertig ich brauchte 2 Jahre
Da die CNC ja eine Steuerung benötigt nahm ich da s sogenannte Tillboard, welches in der Community vom Uncle Phill sehr bekant ist.
Ich hätte es jetzt in das kleine Plastegehäuse stecken können aber das gefiel mir nicht.So entstand aus Siebdruckplatten Alu und etwas Dibond sowie vielen weiteren teilen aus Chinukistan die Steuerung.
Ich habe auch nicht die Aufsteck Treiber verwendet sondern Externe grosse Endstufen.
Alle ein oder Ausgänge sind nach aussen geführt. Endschalter Achsen Notaustaster usw.
Auch die Schaltausgänge sind belegt.
Da wären Spindel Sauger und Kompressor. Selbstredend ist alles was Netzspannung führt 2 Polig geschaltet.
So ich lasse mal Bilder sprechen.
- Dateianhänge
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Sauber!
Mann bin ich froh dass du diesen Link gepostet hattest:
Es gibt tatsächlich jemanden, der Sachen noch brutaler zusammenrotzt als ich
Meine Fräse besteht hauptsächlich aus Garagenkehricht, mit Zukaufteilen im Wert von ein bisschen Verbrauchsmaterial. So unedel wie es spontan zusammengezimmert wurde, so unwürdig ist auch der Platz: eingepfercht im Regal zwischen Körben mit Kabelresten und Platinenresten.
Ein paar Highlights:
- Steuerung, die kostete im September bei Amazon noch EUR16,95
darauf läuft GRBL
Hier wohnt es im ungeschützten Gehäuse und ist leitfähigen Spänen ausgesetzt. Da muss erst etwas passieren bevor ich einen Deckel draufmache.
- Kreuztisch von EGay, der kostet heute EUR23  ... und dabei redet Christine Lagarde ständig von überschaubarer Inflation. Was interessiert mich Marktgemüse als Benchmark, ich brauche Bastelmaterial!
... und dabei redet Christine Lagarde ständig von überschaubarer Inflation. Was interessiert mich Marktgemüse als Benchmark, ich brauche Bastelmaterial!
- Stepper vom Schrott, bzw. einer übrig von 3D Drucker
Der Kreuztisch wird von den Steppern angetrieben. Die 3D-gedruckten Kupplungen rutschen immer wieder mal durch, daher kamen Stahlkupplungen rein. Radialversatz gleicht der Motorhalter aus
- Steppernetzeil ist ein Schlepptopnetzteil 19V 5A, in Reihe dazu ist behelfsmäßig ein Labornetzteil um die Frässpindel anzutreiben.
- Frässpindel: DC Servomotor angebaut an Lagerbock mit 2 gegeneinander gespannten Lagern 17x40x12mm bis 8500rpm. Vorher war ein Proxxon FBS dran, der war zu schwach und flexibel für ALU fräsen, danach war ein Dremel dran, der taugte noch weniger.
So 2mm Alublech ließ sich noch grenzwertig und schneckenlangsam mit dem Proxxon FBS fräsen
Mit der "neuen" Spindel geht es deutlich fluffiger.
2mm Alu, 3mm Fräser, 50mm/min: https://youtu.be/065Jq4ryr6Q
5mm Alu, 3mm Fräser, 20mm/min: https://youtu.be/kTmpv8GU9V8
Mann bin ich froh dass du diesen Link gepostet hattest:
[/quote]Botanicman2000 hat geschrieben:https://www.youtube.com/watch?v=JinjQ1rciPo
Es gibt tatsächlich jemanden, der Sachen noch brutaler zusammenrotzt als ich
Meine Fräse besteht hauptsächlich aus Garagenkehricht, mit Zukaufteilen im Wert von ein bisschen Verbrauchsmaterial. So unedel wie es spontan zusammengezimmert wurde, so unwürdig ist auch der Platz: eingepfercht im Regal zwischen Körben mit Kabelresten und Platinenresten.
Ein paar Highlights:
- Steuerung, die kostete im September bei Amazon noch EUR16,95
Hier wohnt es im ungeschützten Gehäuse und ist leitfähigen Spänen ausgesetzt. Da muss erst etwas passieren bevor ich einen Deckel draufmache.
- Stepper vom Schrott, bzw. einer übrig von 3D Drucker
Der Kreuztisch wird von den Steppern angetrieben. Die 3D-gedruckten Kupplungen rutschen immer wieder mal durch, daher kamen Stahlkupplungen rein. Radialversatz gleicht der Motorhalter aus
- Frässpindel: DC Servomotor angebaut an Lagerbock mit 2 gegeneinander gespannten Lagern 17x40x12mm bis 8500rpm. Vorher war ein Proxxon FBS dran, der war zu schwach und flexibel für ALU fräsen, danach war ein Dremel dran, der taugte noch weniger.
2mm Alu, 3mm Fräser, 50mm/min: https://youtu.be/065Jq4ryr6Q
Zuletzt geändert von Toni am Di 21. Dez 2021, 20:00, insgesamt 1-mal geändert.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
so sieht es komplett aus
Saugstauber-Vorfilter
ein paar Gravierversuche
in Acrylglas mit 8mm Schrifthöhe:
Nächste Evolutionsstufe wäre die im Kreuztisch eingebauten "Trapezspindelmuttern " spielfrei zu bekommen. Da habe ich aber momentan noch keine Not
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
ich habe die Achsen jetzt doch spielfreier gemacht.
- die "Axiallagerungen" (=Scheiben auf Plastik) der "Trapezspindeln" (=Gewindestangen M8) bekamen Kugellager
- die wackeligen "Trapezspindelmuttern" wurden durch lange Gewindehülsen aus Alu ersetzt. Die wurden bei Montage zusätzlich noch mit Endsieg 300 fixiert.
Vorher
Nachher
Für's Gravieren habe ich noch einen Tiefenanschlag gemacht: ein kugelgelagerter Abstandshalter aus Igus-Gleitlagermaterial wird direkt auf den Fräser gespannt
Der Abstand wird über Lehren eingestellt
...und mal die Grenze der Genauigkeit ausgetestet. 2mm Schrifthöhe in Acrylglas geht gerade noch so
- die "Axiallagerungen" (=Scheiben auf Plastik) der "Trapezspindeln" (=Gewindestangen M8) bekamen Kugellager
- die wackeligen "Trapezspindelmuttern" wurden durch lange Gewindehülsen aus Alu ersetzt. Die wurden bei Montage zusätzlich noch mit Endsieg 300 fixiert.
Vorher
-
Botanicman2000
- Beiträge: 2488
- Registriert: Di 9. Jul 2013, 09:34
- Wohnort: Oldenburg
- Kontaktdaten:
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Hallo
hier jetzt Bilder meiner Fräse.
MPCNC
Fräsbereich etwas über 600x400mm.
Frässpindel Proxxon IBS
Fräser Sorotec
Die Grundplatte ist eine Siebdruck platte mit Umlaufenden rahmen und Versteifungen gegen durchhängen.
Da drauf eine Spanplatte mit Gewindebuchsen, oben drauf eine MDF Opferplatte
links sieht man den Seitenkanalverdichter, den hab ich noch nicht verbaut
Ich Fräse damit meine Modellbauteile.
Aktuell wieder ein Flugmodell
Gruß Uwe
hier jetzt Bilder meiner Fräse.
MPCNC
Fräsbereich etwas über 600x400mm.
Frässpindel Proxxon IBS
Fräser Sorotec
Die Grundplatte ist eine Siebdruck platte mit Umlaufenden rahmen und Versteifungen gegen durchhängen.
Da drauf eine Spanplatte mit Gewindebuchsen, oben drauf eine MDF Opferplatte
Ich Fräse damit meine Modellbauteile.
Aktuell wieder ein Flugmodell
Gruß Uwe

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Denk dran, der Seitenkanalverdichter will saubere Luft atmen! Das Spaltmaß des Rotors ist sehr klein.
-
zauberkopf

- Beiträge: 9535
- Registriert: So 11. Aug 2013, 15:33
- Wohnort: gefährliches Halbwissen
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Wegen Fräßspindel..
Ich will ja nur Platinen Bohren.. und der Motor meiner Frieda ist schon gut laut.
Könnte ein Brushless für 20Eur von Hobbyking (auch mit 5mm Welle ) hier helfen ?
Ich will ja nur Platinen Bohren.. und der Motor meiner Frieda ist schon gut laut.
Könnte ein Brushless für 20Eur von Hobbyking (auch mit 5mm Welle ) hier helfen ?
-
Botanicman2000
- Beiträge: 2488
- Registriert: Di 9. Jul 2013, 09:34
- Wohnort: Oldenburg
- Kontaktdaten:
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Hallo
sollte klappen
ich kann den Proxxon Empfehlen, den habe ich gewählt weil der recht leise ist.
so eine Oberfräse kann ich in der Wohnung nicht laufen lassen
sollte klappen
ich kann den Proxxon Empfehlen, den habe ich gewählt weil der recht leise ist.
so eine Oberfräse kann ich in der Wohnung nicht laufen lassen
-
Botanicman2000
- Beiträge: 2488
- Registriert: Di 9. Jul 2013, 09:34
- Wohnort: Oldenburg
- Kontaktdaten:
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Hallo
Gruß Uwe
Ja ich weiß, hab den noch nicht drann. Wenn dann ist es so geplant das der in den schuppen nach draußen kommt davor ein Feiner Filter und noch nen Zyklonabscheider. Mal sehen ob der als antrieb für die Vakuum Platte taugt. Ansonsten muss ich was anderes kaufen
Gruß Uwe
-
zauberkopf
- Beiträge: 9535
- Registriert: So 11. Aug 2013, 15:33
- Wohnort: gefährliches Halbwissen
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Ich habe noch nen FBS240 hier.. aber viel leiser ist der auch nicht, bei ungefähr gleicher drehzahl.
Meine alte Platinenbohrmaschine eine TBM220 ist vom sound her deutlich angenehmer.. hat auch weniger touren.
Deswegen auch die Idee mit dem Brushless. Board gibt PWM, Regler will PWM...
Drehzahl runter, vorschub runter..
Meine alte Platinenbohrmaschine eine TBM220 ist vom sound her deutlich angenehmer.. hat auch weniger touren.
Deswegen auch die Idee mit dem Brushless. Board gibt PWM, Regler will PWM...
Drehzahl runter, vorschub runter..
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Du kannst mit dem SKV auch eine Venturidüse befeuern, evtl. bringt das mehr Saugvolumen und beim SKV hast du ansaugseitig kein Dreckproblem mehrBotanicman2000 hat geschrieben: ↑So 9. Jan 2022, 19:31 Hallo
Ja ich weiß, hab den noch nicht drann. Wenn dann ist es so geplant das der in den schuppen nach draußen kommt davor ein Feiner Filter und noch nen Zyklonabscheider. Mal sehen ob der als antrieb für die Vakuum Platte taugt. Ansonsten muss ich was anderes kaufen
Gruß Uwe

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Hat eigentlich schon mal jemand Probleme mit Wärmeausdehnung an der Z Achse gehabt? Ich hab heute mitm Kollegen den ganzen Tag Fehlersuche gemacht, weil der Käsehobel auf der Arbeit* häufig um 0,25...0,3mm zu tief gefräst hat - aber eben nicht bei allen Bearbeitungen. Die, die zuerst gefräst wurden, passen von der Frästiefe. Die zuletzt gefrästen waren halt die besagte Länge zu tief. Schrittverluste konnten wir nach länglicher Überprüfung ausschließen. Wir sind mittlerweile zu dem Schluss gekommen, dass es an der Erwärmung der Spindelaufnahme liegen muss. Das ist ein etwa 200mm langes Stück Aluminium, 15mm dick, wo oben die Achse und unten die Klemmung für die Spindel dran montiert ist. Das Halslager der Spindel (immerhin 1,8kW stark) wird bei 25000 Umdrehungen/Minute halt ziemlich warm...
Wie Abhilfe schaffen? Ganze Z-Achse mit nem Temperaturregler auf definierter Temperatur z.B. auf 50° halten? Spindelaufnahme aus Invar neu bauen?
Viele Grüße,
Ludwig
*An dieser Stelle nochmal ein Rant zu dem, im Auslieferungszustand, bescheidenen Maschinenbett: Gut, das Ganze ist ein Käsehobel, immerhin aus recht stabilen Aluprofilen und -frästeilen, und kein 2t schweres Bearbeitungszentrum. Aber deswegen muss man doch nicht die 1,5m langen Aluprofile der Spannplatte nur mit zwei! M5 Schrauben pro Profil befestigen, wobei die Schrauben da noch auf einen Hohlraum im Aluprofil drücken und so nie wirklich fest werden, wenn man sie anzieht. Das wird nie fest und schwingt sogar bei vorsichtiger Bearbeitung des Werkstücks. Zusätzliche Querprofile und viele Schrauben haben da Abhilfe geschafft aber toll war die Aktion nicht...
Wie Abhilfe schaffen? Ganze Z-Achse mit nem Temperaturregler auf definierter Temperatur z.B. auf 50° halten? Spindelaufnahme aus Invar neu bauen?
Viele Grüße,
Ludwig
*An dieser Stelle nochmal ein Rant zu dem, im Auslieferungszustand, bescheidenen Maschinenbett: Gut, das Ganze ist ein Käsehobel, immerhin aus recht stabilen Aluprofilen und -frästeilen, und kein 2t schweres Bearbeitungszentrum. Aber deswegen muss man doch nicht die 1,5m langen Aluprofile der Spannplatte nur mit zwei! M5 Schrauben pro Profil befestigen, wobei die Schrauben da noch auf einen Hohlraum im Aluprofil drücken und so nie wirklich fest werden, wenn man sie anzieht. Das wird nie fest und schwingt sogar bei vorsichtiger Bearbeitung des Werkstücks. Zusätzliche Querprofile und viele Schrauben haben da Abhilfe geschafft aber toll war die Aktion nicht...
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Edle Lösung: gekühlte Führungen und Vorschubspindeln. Gute Lösung: Ein Rudel Temperatursensoren in der Maschine verteilen und mit einem mathematischen Model in der Steuerung das ganze kompensieren. (Aufwendig!)
Schlechte Lösung: Spindel heizen.
Ich kenne eure Maschinen nicht. Aber ich könnte mir vorstellen, dass das Temperaturproblem noch wo anders sitzt. Nämlich zwischen dem Rotor des Motors und der Werkzeugaufnahme. Der Abschnitt wird ordentlich warm. Die "China-Spindeln" haben einen fundamentalen Design-Fehler. Der Rotor ist starr mit dem Werkzeug verbunden. Bei ordentlichen Spindeln gibt es ein gegeneinander verspanntes Lagerpaket, dessen Gehäuse an der Z-Achse verschraubt ist. Der Motor hängt schwimmend darüber. Das Drehmoment wird über eine Verzahnung eingeleitet. Die Motorlagert tragen niemals die Schnittkräfte. Dadurch ergibt sich auch eine thermische Trennung. Ach so, der Motor ist natürlich flüssigkeitsgekühlt.
In eurem Fall halte ich eine Kühlung für das praktikabelste.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Es könnte hilfreich sein, alle fünf bis zehn Werkstücke eine Werkzeuglängenmessung dazwischenzuschieben - idealerweise sogar vor Beginn eines jeden neuen Werkstückes. Das geht schnell und damit ließe sich das Verhalten der Maschine schonmal besser beobachten, abgesehen von präziseren Werkstücken. Zur Längenmessung keine Tastplatte verwenden, das sind Schneidenbrecher. Aber das wisst Ihr bestimmt eh.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Ich glaube nicht das so viel rein von der Ausdehnung kommt. Wie sieht es mit dem Festlager der Z-Achse aus, hat das sicher kein Spiel? Lager noch ok, ausreichend vorgespannt etc? Ansonsten könnte man ja mal im warmen Zustand eine Messuhr in Z-Richtung anlegen, und mit der Hand versuchen die Achse hoch/runter zu bewegen, ob das da Spiel hat...ludwig hat geschrieben: ↑Fr 18. Mär 2022, 21:51 Hat eigentlich schon mal jemand Probleme mit Wärmeausdehnung an der Z Achse gehabt? Ich hab heute mitm Kollegen den ganzen Tag Fehlersuche gemacht, weil der Käsehobel auf der Arbeit* häufig um 0,25...0,3mm zu tief gefräst hat - aber eben nicht bei allen Bearbeitungen. Die, die zuerst gefräst wurden, passen von der Frästiefe. Die zuletzt gefrästen waren halt die besagte Länge zu tief. Schrittverluste konnten wir nach länglicher Überprüfung ausschließen. Wir sind mittlerweile zu dem Schluss gekommen, dass es an der Erwärmung der Spindelaufnahme liegen muss. Das ist ein etwa 200mm langes Stück Aluminium, 15mm dick, wo oben die Achse und unten die Klemmung für die Spindel dran montiert ist. Das Halslager der Spindel (immerhin 1,8kW stark) wird bei 25000 Umdrehungen/Minute halt ziemlich warm...
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Danke für den ganzen Input. Hier vielleicht mal ein Teil der Leidensgeschichte, um eure Anmerkungen zu kommentieren:
Also die Spindel ist eine Suhner UAL 23 RF [1]. Auf seite 11 ist da eine Explosionszeichnung. Sieht so aus, als wäre der Motor starr mit dem Spindellager verbunden. Immerhin hat man da aber 3 Rillenkugellager eingebaut. Vielleicht ist eine (bessere) Spindel schon mal ein Schritt in die richtige Richtung.
Funfact: In der Nähe der Kabel von den Schrittmotorendstufen misst man bei fahrenden Schrittmotren schon mal Pulse bis 1kV/m. Geschirmt ist das Kabel erst außerhalb der Controllerkiste...
Jedenfalls blieb als letzte Ursache nur noch ein Temperaturproblem übrig. Hier mal der Aufbau der Z-Achse skizziert:
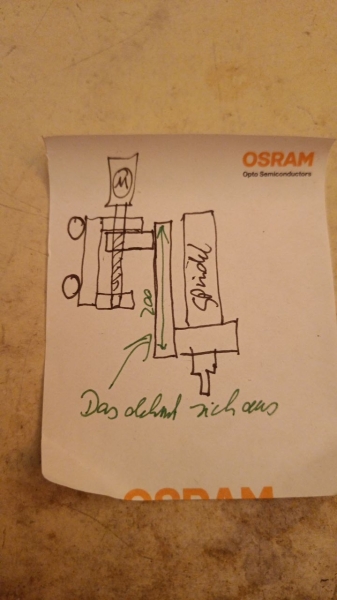
Wir verdächtigen hauptsächlich das 200mm lange Stück Alu, das von der Spindelmutter mit Rundstangenführung runter zur Spindelaufnahme geht. Das bekommt die ganze Wärme ab und erwärmt sich beim Betrieb der Spindel unter Last schon mal um etwa 20...30 K. Ne Überschlagsrechnung mit dem Temperaturausdehnungskoeffizienten hat das Ganze rechnerisch schon mal plausibel gemacht...
Naja vielleicht wäre doch eine wassergekühlte Spindel an der Stelle das sinnvollste... Irgendwelche Empfehlungen?
Viele Grüße,
Ludwig
[0] https://cnc-concept.de/cnc-fraesmaschin ... c1500.html
[1] http://onrion-usa.com/images/prod/40595 ... g63b8d.pdf
[2] https://www.cnc-controller.eu/deutsch/cnc-controller/
[3] https://www.cnc-controller.eu/deutsch/cncgraf-7-1-1/
Die Fräse ist eine CNC-Concept Basic 1500, die wir wenig gebraucht bekommen haben. [0]Anse hat geschrieben: ↑Sa 19. Mär 2022, 00:59 Ich kenne eure Maschinen nicht. Aber ich könnte mir vorstellen, dass das Temperaturproblem noch wo anders sitzt. Nämlich zwischen dem Rotor des Motors und der Werkzeugaufnahme. Der Abschnitt wird ordentlich warm. Die "China-Spindeln" haben einen fundamentalen Design-Fehler. Der Rotor ist starr mit dem Werkzeug verbunden. Bei ordentlichen Spindeln gibt es ein gegeneinander verspanntes Lagerpaket, dessen Gehäuse an der Z-Achse verschraubt ist. Der Motor hängt schwimmend darüber. Das Drehmoment wird über eine Verzahnung eingeleitet. Die Motorlagert tragen niemals die Schnittkräfte. Dadurch ergibt sich auch eine thermische Trennung. Ach so, der Motor ist natürlich flüssigkeitsgekühlt.
Also die Spindel ist eine Suhner UAL 23 RF [1]. Auf seite 11 ist da eine Explosionszeichnung. Sieht so aus, als wäre der Motor starr mit dem Spindellager verbunden. Immerhin hat man da aber 3 Rillenkugellager eingebaut. Vielleicht ist eine (bessere) Spindel schon mal ein Schritt in die richtige Richtung.
Das würde ich der Fräsensteuerung so gerne beibringen. Wir haben einen mechanischen Werkzeuglängensensor, den billigen von Sorotec, den ich auch gerne nutze. Idealerweise misst man dann aller Minuten die aktuelle Länge des Werkzeuges während der Bearbeitung nach. Aber leider kann die Fräsensteuerung das nicht. Die Steuerkiste hat einen smc5d-p32 Controller von Boenigk electronics [2] drin. Der funktioniert leider ausschließlich mit der dazugehörigen Software cncgraf. Die kann zwar viel, aber so was leider nicht. Das wäre aber eine sehr elegante Lösung. Vielleicht kann man den Entwickler der Software davon überzeugen, das noch zu implementieren. (Oder vielleicht hat ja schon mal jemand erfolgreich diesen Controller mit LinuxCNC betrieben?)Nello hat geschrieben: ↑Sa 19. Mär 2022, 12:48 Es könnte hilfreich sein, alle fünf bis zehn Werkstücke eine Werkzeuglängenmessung dazwischenzuschieben - idealerweise sogar vor Beginn eines jeden neuen Werkstückes. Das geht schnell und damit ließe sich das Verhalten der Maschine schonmal besser beobachten, abgesehen von präziseren Werkstücken. Zur Längenmessung keine Tastplatte verwenden, das sind Schneidenbrecher. Aber das wisst Ihr bestimmt eh.
Naja wir haben da lange herum gefriemelt, bis wir alles andere ausschließen konnten. Zuerst kam die wackelige Aufspannplatte. Die haben wir dann mit zusätzlichen Querprofilen und vielen Schrauben versteift. Die ist jetzt für unsere Bearbeitungen steif genug. Dass sich der Fräser ausm Futter zieht, konnten wir auch widerlegen, ebenso Schrittverluste und Spiel an der Z-Achse. Alles funktioniert soweit. Wir sind zum ermitteln eventueller Schrittverluste mit einem automatischen Skript immer einige Minuten in der Gegend herum gefahren, dann zurück zum Werkzeuglängensensor und dessen Auslösehöhe ermittelt und in eine Datei geschrieben. Das Ganze haben wir dann für einige Stunden protokolliert. Nichts auffälliges gemessen. Dann haben wir die Spindel eingeschaltet und haben dasselbe Programm noch mal ausgeführt. Siehe da: Nach einigen Durchläufen, etwa 20 Minuten, hatten wir unsere Abweichung reproduziert. Wir hatten erst gar nicht an thermische Effekte gedacht und gingen eher von einem EMV Problem aus (Berufskrankheit, wir bauen E-Feldsonden für die EMV Messtechnik...).Manu hat geschrieben: ↑Sa 19. Mär 2022, 15:29 Ich glaube nicht das so viel rein von der Ausdehnung kommt. Wie sieht es mit dem Festlager der Z-Achse aus, hat das sicher kein Spiel? Lager noch ok, ausreichend vorgespannt etc? Ansonsten könnte man ja mal im warmen Zustand eine Messuhr in Z-Richtung anlegen, und mit der Hand versuchen die Achse hoch/runter zu bewegen, ob das da Spiel hat...
Funfact: In der Nähe der Kabel von den Schrittmotorendstufen misst man bei fahrenden Schrittmotren schon mal Pulse bis 1kV/m. Geschirmt ist das Kabel erst außerhalb der Controllerkiste...
Jedenfalls blieb als letzte Ursache nur noch ein Temperaturproblem übrig. Hier mal der Aufbau der Z-Achse skizziert:

Wir verdächtigen hauptsächlich das 200mm lange Stück Alu, das von der Spindelmutter mit Rundstangenführung runter zur Spindelaufnahme geht. Das bekommt die ganze Wärme ab und erwärmt sich beim Betrieb der Spindel unter Last schon mal um etwa 20...30 K. Ne Überschlagsrechnung mit dem Temperaturausdehnungskoeffizienten hat das Ganze rechnerisch schon mal plausibel gemacht...
Naja vielleicht wäre doch eine wassergekühlte Spindel an der Stelle das sinnvollste... Irgendwelche Empfehlungen?
Viele Grüße,
Ludwig
[0] https://cnc-concept.de/cnc-fraesmaschin ... c1500.html
[1] http://onrion-usa.com/images/prod/40595 ... g63b8d.pdf
[2] https://www.cnc-controller.eu/deutsch/cnc-controller/
[3] https://www.cnc-controller.eu/deutsch/cncgraf-7-1-1/
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Ok, bei dem Maschinentyp sehe ich mehr potenzielle Quellen für Ungenauigkeiten als die Wärmeausdehnung. Aber klar, liegt im Bereich des Möglichen.ludwig hat geschrieben: ↑Sa 19. Mär 2022, 21:28 Die Fräse ist eine CNC-Concept Basic 1500, die wir wenig gebraucht bekommen haben. [0]
Also die Spindel ist eine Suhner UAL 23 RF [1]. Auf seite 11 ist da eine Explosionszeichnung. Sieht so aus, als wäre der Motor starr mit dem Spindellager verbunden. Immerhin hat man da aber 3 Rillenkugellager eingebaut. Vielleicht ist eine (bessere) Spindel schon mal ein Schritt in die richtige Richtung.
Und der Fehler ist wieder zurück gegangen als die Spindel aus gestellt wurde? Sonst könnten ja auch irgend welche el. Störungen von der Spindel kommen. Ist ja ein Bürstenmotor.Wir sind zum ermitteln eventueller Schrittverluste mit einem automatischen Skript immer einige Minuten in der Gegend herum gefahren, dann zurück zum Werkzeuglängensensor und dessen Auslösehöhe ermittelt und in eine Datei geschrieben. Das Ganze haben wir dann für einige Stunden protokolliert. Nichts auffälliges gemessen. Dann haben wir die Spindel eingeschaltet und haben dasselbe Programm noch mal ausgeführt. Siehe da: Nach einigen Durchläufen, etwa 20 Minuten, hatten wir unsere Abweichung reproduziert.
Der von Dir skizzierte mechanische Aufbau ist aber tatsächlich äußerst ungünstig aus thermischer Sicht.
Was schnell Abhilfe schaffen könnte wäre ein gekühlter Spindelhalter oder wenigstens ein Zwischenstück aus VA. VA leitet Wärme sehr viel schlechter.
Ein neue Spindel halte ich für etwas übertrieben. Wenn man da was ordentliches will muss man ordentlich investieren. Wenn Du die Mittel hast, könnte ein Eigenbau schon funktionieren. Aber das ist schon ein anderes Niveau.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Jep, mit Spindel aus gehts wieder zurück. Wenns ein EMV Problem wäre, würde der Fehler ja zunehmen, während die Spindel läuft und dann auf diesem Wert bleiben, wenn man sie wieder aus macht.Anse hat geschrieben: ↑Sa 19. Mär 2022, 22:24 Und der Fehler ist wieder zurück gegangen als die Spindel aus gestellt wurde? Sonst könnten ja auch irgend welche el. Störungen von der Spindel kommen. Ist ja ein Bürstenmotor.
Der von Dir skizzierte mechanische Aufbau ist aber tatsächlich äußerst ungünstig aus thermischer Sicht.
Was schnell Abhilfe schaffen könnte wäre ein gekühlter Spindelhalter oder wenigstens ein Zwischenstück aus VA. VA leitet Wärme sehr viel schlechter.
Ein neue Spindel halte ich für etwas übertrieben. Wenn man da was ordentliches will muss man ordentlich investieren. Wenn Du die Mittel hast, könnte ein Eigenbau schon funktionieren. Aber das ist schon ein anderes Niveau.
Angesichts der Zeit, die wir da für die Fehlersuche und davor noch die 1...2 Wochen im Dunkeln stochern, rein gesteckt haben, wäre ne neue Spindel jetzt garnicht mal mehr so teuer im Vergleich. Auch weil ich auf dem Ding auch viele kleine, recht präzise zu fertigende Bauteile in Kleinserie fertige. Idealerweise wöllte ich da pro Bauteile zwei 130µm Bohrungen rein machen, aber der Rundlauf der Spindel ist schlecht genug, dass da der 130µm Bohrer nur für 2...3 Löcher hält. Also werden es 240µm Bohrungen. Das geht dann einigermaßen zuverlässig. Aber auch da brechen die Bohrer zu häufig trotz homöpathischer Zustellung in Z-Richtung und sehr langsamen Verfahren.
Aber die Idee mit dem gekühlten Spindelhalter gefällt mir irgendwie. Wir haben für die Minimalmengenschmierung eh Druckluft am Gerät.
Öhm nur interessenshalber... Wasn da noch?
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Die Bauform ist optimal um große flächige Werkstücke zu bearbeiteten. Das erkauft man sich aber mit einer langen nicht unterstützten Führung. Dazu kommt noch, dass fast alles aus Alu ist. Vergleiche mal das E-Modul von Stahl und Alu. Mehr ist besser. Aber auch Stahl hat Nachteile: zu wenig Schwingungsdämpfung. Darum ist das Material der Wahl Gusseisen oder Polymerbeton.
Dann die Führungen: Rundführungen. Muss nicht schlecht sein aber Profilschienen sollten das mindeste sein. Sind ja heute nicht mehr so teuer.
Wie die Gewindespindel scheine Trapezgewinde zu haben und in Kunststoffmuttern zu laufen. Nicht schlecht aber was thermische Stabilität angeht schlecht. Man muss daran denken, dass sich die Gewindespindeln durch Reibung erwärmen. Wenn man jetzt immer nur über einen Bereich fährt erwärmt sich dieser stärker als der Rest. Mit anderen Worten: Man bekommt sein Gewinde mit unterschiedlicher Steigung an bestimmten Stellen und die Steuerung weiß nichts davon. Eine Möglichkeit das zu kompensieren: Kugelumlaufspindeln. Dies haben weniger Reibung und erzeugen weniger Wärme. Andere Möglichkeit: Direkt an der Achse die Position mit einem Wegmessystem messen und die Steuerung das kompensieren lassen (teuer und aufwendig aber enorm genau). Oder wie es Japaner gerne machen: Mathematische Modelle und alles in Software kompensieren(
Ich will eure Maschine nicht schlecht reden aber für eure Anwendung ist sie das falsche Werkezeug. Ein 0,13 mm Bohrer auf so einer Maschine? Der bricht alleine schon beim darüber nachdenken ab. Braucht ihr wirklich den großen Verfahrbereich? Sonst vielleicht mal nach was kleineren umsehen mit besseren Führungen und Spindel. Man könnte ja auch eine konventionelle Maschine mit einer CNC-Steuerung nachrüsten.
Wegen einer neuen Spindel, mit den kleinen Motorspindeln kenne ich mich nicht aus aber hier hat Marco Reps mal eine von Mechatron getestet: https://www.youtube.com/watch?v=vB_FvkllLPc. Die wirkt recht kompetent.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Nujoa, die Maschine haben wir so bekommen und sind dabei sie so herzurichten, wie wir es brauchen. Jetzt, wo sie da und einsatzbereit ist, wird die Kiste auch gerne und viel genommen und muss halt auch zur Prototypen und später wahrscheinlich zur Kleinserienfertigung von allem möglichen herhalten. Zum Glück hat unsere Kiste schon ab Werk Kugelumlaufspindeln. Dass die nicht unterstützen Rundführungen Durchgang haben, der durchaus im Bereich von Zehnteln liegen kann, hab ich an anderer Stelle schon gelesen. In X-Y Richtung ist aber bisher alles Maßhaltig und die Fräsoberfläche ist auch in Ordnung. Wenn man auf die Spindel drückt, kann man die ganze Y-Achse mit der Z-Achse dran auch so verformen, dass der Fräser 1...3 Zehntel runter geht. Wir fräsen aber meist mit kleinen Fräsern, sodass die auftretenden Schnittkräfte da nix verziehen sollten. Schwingen könnte ein Problem bleiben...
Ich hatte zwischendurch in Alu da noch ne andere Beobachtung gemacht, die ich mir nicht schlüssig erklären konnte: Ich hab mal irgend ein rechteckiges Werkstück ausgefräst. Mit nem 2mm Fräser. Die Außenkanten waren alle zur Mitte hin leicht schräg geworden, also hatte ich am Ende statt eines Quaders einen Pyramidenstumpf ausgefräst. Ich hab dann einen anderen Fräser genommen (Vorher 1/8" Zweischneider, VHM Universalfräser von Sorotec, nachher die 1/8" Zweischneider "Alu", auch von Sorotec) und seitdem ist das Problem nicht mehr aufgetreten.
Ich hatte zwischendurch in Alu da noch ne andere Beobachtung gemacht, die ich mir nicht schlüssig erklären konnte: Ich hab mal irgend ein rechteckiges Werkstück ausgefräst. Mit nem 2mm Fräser. Die Außenkanten waren alle zur Mitte hin leicht schräg geworden, also hatte ich am Ende statt eines Quaders einen Pyramidenstumpf ausgefräst. Ich hab dann einen anderen Fräser genommen (Vorher 1/8" Zweischneider, VHM Universalfräser von Sorotec, nachher die 1/8" Zweischneider "Alu", auch von Sorotec) und seitdem ist das Problem nicht mehr aufgetreten.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Wenn ihr sonst mit der Maschine zufrieden seid, wäre die beste Option das Temperaturproblem durch Kühlen in den Griff zu bekommen.
Könntest Du das mal skizieren? In welche Richtung schief? Würde jetzt mal vermuten, dass es sich dabei um die Abdrängung des Werkzeugs handelt. Wenn man nicht gerade ein stabilen kurzen Fräser hat ist sie immer vorhanden. Einschneider sind davon aber nicht so stark betroffen.ludwig hat geschrieben: ↑So 20. Mär 2022, 01:48 Ich hatte zwischendurch in Alu da noch ne andere Beobachtung gemacht, die ich mir nicht schlüssig erklären konnte: Ich hab mal irgend ein rechteckiges Werkstück ausgefräst. Mit nem 2mm Fräser. Die Außenkanten waren alle zur Mitte hin leicht schräg geworden, also hatte ich am Ende statt eines Quaders einen Pyramidenstumpf ausgefräst. Ich hab dann einen anderen Fräser genommen (Vorher 1/8" Zweischneider, VHM Universalfräser von Sorotec, nachher die 1/8" Zweischneider "Alu", auch von Sorotec) und seitdem ist das Problem nicht mehr aufgetreten.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Jo, gerne:
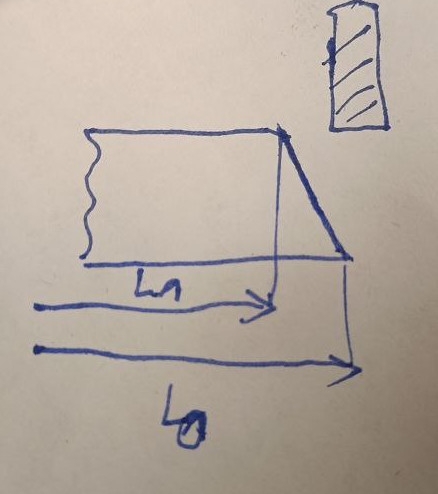
Also auffällig war, dass es ringsherum identisch schief wurde. also nicht wie ein Spat, sondern wie ein Pyramidenstumpf. oben war das Bauteil etwa 0,2...0,4mm schmaler als unten. L0, also die tiefste Fräsbahn hat meist gepasst. Mit anderen Fräsern ist das aber nicht aufgetreten und dadurch, dass ich Kanten jetzt konsequent schlichte, konnte ich das auch eindämmen. Wär aber trotzdem mal schön zu wissen, an was das liegt.
Ansonsten kompensieren wir unser Temperaturproblem jetzt damit, dass wir die Spindel warm laufen lassen. Das dauert zwar 1,5h aber nujoa.
Also auffällig war, dass es ringsherum identisch schief wurde. also nicht wie ein Spat, sondern wie ein Pyramidenstumpf. oben war das Bauteil etwa 0,2...0,4mm schmaler als unten. L0, also die tiefste Fräsbahn hat meist gepasst. Mit anderen Fräsern ist das aber nicht aufgetreten und dadurch, dass ich Kanten jetzt konsequent schlichte, konnte ich das auch eindämmen. Wär aber trotzdem mal schön zu wissen, an was das liegt.
Ansonsten kompensieren wir unser Temperaturproblem jetzt damit, dass wir die Spindel warm laufen lassen. Das dauert zwar 1,5h aber nujoa.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Gleichmäßig rund rum klingt nach Werkzeugabdrängung. Aber 0,2-0,4 ist viel. Wurde die Kontur in einer Zustellung gefräst oder in mehreren?
Wenn das Werkzeug stumpf wird, wird die Abdrängung auch stärker. Z.B. wenn jemand mal FR4 oä. gefräst hat sind auch HM Fräser für Metall verdorben.
Ach so, was auch noch einen großen Unterschied macht: Gleich oder Gegenlauffräsen? Bei Gegenlauf wird das Werkzeug zum Teil hingezogen. Darum wird das normalerweise nicht gemacht. Es gibt aber noch andere Gründe warum man das nicht macht.
Wenn das Werkzeug stumpf wird, wird die Abdrängung auch stärker. Z.B. wenn jemand mal FR4 oä. gefräst hat sind auch HM Fräser für Metall verdorben.
Ach so, was auch noch einen großen Unterschied macht: Gleich oder Gegenlauffräsen? Bei Gegenlauf wird das Werkzeug zum Teil hingezogen. Darum wird das normalerweise nicht gemacht. Es gibt aber noch andere Gründe warum man das nicht macht.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Wurde in mehreren Zustellungen gefräst. Beim 2mm VHM Fräser mit 1/8" Schaft stell ich 0,4 zu und fahre mit 500mm/min. Alles im Gegenlauf. Fräser hatte zu diesem Zeitpunkt nur sehr wenig Alu gesehen (war praktisch neu). FR4 hab ich noch nicht auf die Maschine gepackt.
Zum Thema Gleichlauf und Gegenlauf: Ich war bis jetzt der Meinung, dass Gegenlauffräsen für Käsehobel die geeignetere Form sei, weil fürs Gleichlauffräsen die Maschine steifer sein muss. Bin ich da einem Irrtum aufgesessen?
Zum Thema Gleichlauf und Gegenlauf: Ich war bis jetzt der Meinung, dass Gegenlauffräsen für Käsehobel die geeignetere Form sei, weil fürs Gleichlauffräsen die Maschine steifer sein muss. Bin ich da einem Irrtum aufgesessen?

Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Nö, das sehe ich genau so. Ich habe eine Billig-Käsefräse und eine stabilere aus dicken Alu-Platten. Nur auf der Stabilen kriege ich 1a Ergebnisse mit Gleichlauffräsen.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Zabex hat recht. Es hat schon was mit der Stabilität der Maschine zu tun. Aber nicht nur.
Beim Gleichlauffräsen versucht der Fräser sich in das Material rein zu ziehen. Darum sollte es nur auf Maschinen mit möglichst spielfreien Gewindespindeln gemacht werden. Du schriebst ja von Kugelumlaufspindeln. Von dem her wäre es ja ok.
Wenn die Werkzeuge klein genug sind macht es auch fast keinen Unterschied wie die Spindeln sind. Da reicht die Schnittkraft einfach nicht, um den Schlitten zu bewegen.
Gleichlauffräsen ist bis auf wenige Ausnahmen vorzuziehen. Ein wichtiger Grund ist, dass der Schnitt mit einem dicken Span beginnt und dünn ausläuft. Das ist besser für die Standzeit. Die genauen Vor- und Nachteile sind sicher irgend wo im Internet zu finden. Aber kannst ja einfach mal testen was besser geht.
Beim Gleichlauffräsen versucht der Fräser sich in das Material rein zu ziehen. Darum sollte es nur auf Maschinen mit möglichst spielfreien Gewindespindeln gemacht werden. Du schriebst ja von Kugelumlaufspindeln. Von dem her wäre es ja ok.
Wenn die Werkzeuge klein genug sind macht es auch fast keinen Unterschied wie die Spindeln sind. Da reicht die Schnittkraft einfach nicht, um den Schlitten zu bewegen.
Gleichlauffräsen ist bis auf wenige Ausnahmen vorzuziehen. Ein wichtiger Grund ist, dass der Schnitt mit einem dicken Span beginnt und dünn ausläuft. Das ist besser für die Standzeit. Die genauen Vor- und Nachteile sind sicher irgend wo im Internet zu finden. Aber kannst ja einfach mal testen was besser geht.
Dann ist es echt eigenartig. Nicht dass euer NC einen Fehler hatte.ludwig hat geschrieben: ↑Di 22. Mär 2022, 21:20 Wurde in mehreren Zustellungen gefräst. Beim 2mm VHM Fräser mit 1/8" Schaft stell ich 0,4 zu und fahre mit 500mm/min. Alles im Gegenlauf. Fräser hatte zu diesem Zeitpunkt nur sehr wenig Alu gesehen (war praktisch neu). FR4 hab ich noch nicht auf die Maschine gepackt.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Nagut, wär jetzt nur interessant gewesen, zu erfahren, an was es gelegen hat. Mit den neuen Fräsern, die von Sorotec extra als Alufräser angepriesen werden, ist das Problem nicht mehr aufgetreten. Die NC Daten hatte ich mir genau angeschaut. Da war kein Fehler erkennbar. Das Ganze ist auch mal aufgetreten, als ich mit einem 6mm Fräser und manuellem Verfahren mit dem Handrad ne Nut in ein Teil gebrüllt hab.
Ich werd ansonsten demnächst mal schauen, ob die Fräse steif genug für Gleichlauffräsen ist.
Ansonsten hat Chef jetzt entschieden, dass die Spindelhalterung geregelt beheizt wird. Bis dahin lassen wir die Fräse warm laufen und erreichen jetzt Abweichungen in der Frästiefe von wenigen Hundersteln. Damit können wir gut leben.
Auf jeden Fall vielen Dank für die Hilfe, hat mir viel weiter geholfen!
Viele Grüße,
Ludwig
Ich werd ansonsten demnächst mal schauen, ob die Fräse steif genug für Gleichlauffräsen ist.
Ansonsten hat Chef jetzt entschieden, dass die Spindelhalterung geregelt beheizt wird. Bis dahin lassen wir die Fräse warm laufen und erreichen jetzt Abweichungen in der Frästiefe von wenigen Hundersteln. Damit können wir gut leben.
Auf jeden Fall vielen Dank für die Hilfe, hat mir viel weiter geholfen!
Viele Grüße,
Ludwig
-
zauberkopf
- Beiträge: 9535
- Registriert: So 11. Aug 2013, 15:33
- Wohnort: gefährliches Halbwissen
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Es gäbe vielleicht noch eine andere möglichkeit :
Wenn ihr mit absoluten Werten arbeitet, könnte man den Gcode sender so modifizieren, das die Z-Codes mit der Temperatur abgeändert werden.
Also quasi eine Softwareseitige Temperatur Kompensation.
Ich schreib gerade meinen eigenen Gcode Sender in Python, nachdem ich mit den bisherigen etwas unzufrieden bin.
z.B. hat meine CNC3018 probleme mit kommentaren in den NC.Files. die müssen vorher also raus.
Bei mir soll alles via konsole laufen können...
Wenn ihr mit absoluten Werten arbeitet, könnte man den Gcode sender so modifizieren, das die Z-Codes mit der Temperatur abgeändert werden.
Also quasi eine Softwareseitige Temperatur Kompensation.
Ich schreib gerade meinen eigenen Gcode Sender in Python, nachdem ich mit den bisherigen etwas unzufrieden bin.
z.B. hat meine CNC3018 probleme mit kommentaren in den NC.Files. die müssen vorher also raus.
Bei mir soll alles via konsole laufen können...
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Das ist so im Nachhinein und auf die Entfernung nur schwer zu beurteilen. Beim Fräsen geht auch viel nach dem Geräusch. Das braucht auch einiges an Erfahrung. Vielleicht gerät die Maschine auch in Resonanz bei bestimmten Kombinationen. Eine Möglichkeit könnte auch noch die Aufspannung sein. Hat es eventuell da was verschoben?ludwig hat geschrieben: ↑Do 24. Mär 2022, 18:31 Nagut, wär jetzt nur interessant gewesen, zu erfahren, an was es gelegen hat. Mit den neuen Fräsern, die von Sorotec extra als Alufräser angepriesen werden, ist das Problem nicht mehr aufgetreten. Die NC Daten hatte ich mir genau angeschaut. Da war kein Fehler erkennbar. Das Ganze ist auch mal aufgetreten, als ich mit einem 6mm Fräser und manuellem Verfahren mit dem Handrad ne Nut in ein Teil gebrüllt hab.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Huhu Jan!zauberkopf hat geschrieben: ↑Do 24. Mär 2022, 19:02 Es gäbe vielleicht noch eine andere möglichkeit :
Wenn ihr mit absoluten Werten arbeitet, könnte man den Gcode sender so modifizieren, das die Z-Codes mit der Temperatur abgeändert werden.
Also quasi eine Softwareseitige Temperatur Kompensation.
Ich schreib gerade meinen eigenen Gcode Sender in Python, nachdem ich mit den bisherigen etwas unzufrieden bin.
z.B. hat meine CNC3018 probleme mit kommentaren in den NC.Files. die müssen vorher also raus.
Bei mir soll alles via konsole laufen können...
Schön wärs, wenn das gehen würde. Aber der Controller der Kiste und die dazugehörige Software, siehe ein paar Posts weiter oben, da hatte ich das verlinkt, sind leider closed source und kommunizieren nur mit ihresgleichen. Die ganze Kiste hat zwar ne Möglichkeit da Makros in C# (bäh!) zu schreiben, aber sowas kann man damit nicht machen. LinuxCNC o.ä. scheinen den Controller nicht zu unterstützen. (Falls ich mich da irre, lasse ich mich sehr gerne eines besseren belehren!)
Viele Grüße,
Ludwig
-
zauberkopf
- Beiträge: 9535
- Registriert: So 11. Aug 2013, 15:33
- Wohnort: gefährliches Halbwissen
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Das Ding frisst keinen Gcode ? okay..
okay.. also bei meiner CNC3018 bin ich dauernd am rätseln, ob das problem jetzt bei mir oder bei der Maschine liegt..
Ein riesen problem hatte ich mit dem homing.. Da habe ich tage lang darüber nachgegrübelt.
also die CNC3018 ist ja meine erste. G28.1 funktioniert so gar nicht.
Die anderen auch nicht.
irgendwie scheint alles resettet zu werden sobald die Verbindung abgebrochen wird. Das Ding hat also wie ich Alzheimer hoch 10. Passt zu mir..
Das nutze ich jetzt aus. Wenn mein Gcode sender die Arbeit beendet hat, sendet er dann einen Befehl der die Maschine in die Ausgangsposition zurück fährt.
okay.. also bei meiner CNC3018 bin ich dauernd am rätseln, ob das problem jetzt bei mir oder bei der Maschine liegt..
Ein riesen problem hatte ich mit dem homing.. Da habe ich tage lang darüber nachgegrübelt.
also die CNC3018 ist ja meine erste. G28.1 funktioniert so gar nicht.
Die anderen auch nicht.
irgendwie scheint alles resettet zu werden sobald die Verbindung abgebrochen wird. Das Ding hat also wie ich Alzheimer hoch 10. Passt zu mir..
Das nutze ich jetzt aus. Wenn mein Gcode sender die Arbeit beendet hat, sendet er dann einen Befehl der die Maschine in die Ausgangsposition zurück fährt.
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
Folgende Fragestellung:
wie bekomme ich von KiCad Pcb eine Datei, die ich mit dem Laser Konturen fahren lassen kann, so das ich die Stiftbreite angebe, und dann werden die Konturen im Abstand der Stiftbreite abgefahren.
wie bekomme ich von KiCad Pcb eine Datei, die ich mit dem Laser Konturen fahren lassen kann, so das ich die Stiftbreite angebe, und dann werden die Konturen im Abstand der Stiftbreite abgefahren.
-
zauberkopf
- Beiträge: 9535
- Registriert: So 11. Aug 2013, 15:33
- Wohnort: gefährliches Halbwissen
Re: allgemeiner Käsefräsen, Käsehobel, CNC Fread
ich nutze das kommandozeilenprogramm pcb2gcode