Arrrrgggghhh...
Die Arbeit der letzten Woche:
Inzwischen hatte ich ein echt gutes Druckbild und gute Oberfläche - so dass ich es lassen würde, wie es ist.
Anfang letzter Woche herum hat mich Slic3r wieder mal genervt, dass es eine neue Version gibt. - Nachdem diese laut Vorschau einige interessante und brauchbare (gewünschte) neue Features hat, dachte ich mir - OK, kannst ja mal updaten...... Leider habe ich die "Druckoberflächenoptimierung" und das Update nicht streng getrennt...
Schlussendlich waren alle Perimeter um ca. 0.70mm zu groß....
Gestern schon am liebsten alles wegschmeißen wollen...
Werde ich heute im RepRap Forum darauf aufmerksam gemacht, dass die gesamte Slic3r 1.2.x Serie scheinbar ein Problem mit zu viel Extrusion hat...
Also entweder kommt heute Slic3r 1.1.7 oder - und dazu tendiere ich inzwischen eher - Cura 15.04.2 - Oder kann mir da jetzt gleich jemand sagen, welche Probleme es hier geben wird/kann???
P.S.: Die Auto-Calibrierung mit der z-Probe ist bei mir ständig hängen geblieben - interessiert mich inzwischen nicht mehr. Nach einer zusätzlichen Runde manueller Calibrierung geht drucken jetzt auch ohne G29.
Mal wieder 3D Druck...
Moderatoren: Heaterman, Finger, Sven, TDI, Marsupilami72, duese

Re: Mal wieder 3D Druck...
Ich kann, gerade bei den äußeren perimeter-layern, mit slic3r keine überextrusion erkennen.
Ich verwende version 1.2.9 unter windows xp.
Sieh dir mal den erzeugten Gcode im editor an und scroll mal ganz nach unten. Da schreibt slicer als auskommentierte Zeilen die parameter der Berechnung mit.
Da sollte bei external perimeter extrusion width der durchmesser deiner düse stehen.
Schichten weiter innen werden breiter gedruckt, um Zeit zu sparen. Es geht ja schneller 2 Perimeter zu 0,67mm (bei düse 0.4mm) zu drucken als 3 perimeter zu 0,4, um ähnliche wandstärken zu erreichen.
Generell schadet es natürlich nie, auch mal einen anderen slicer zu testen. Jeder hat so seine schwächen und stärken.
Durch umpfangreiche einstellmöglichkeiten kann man sehr maßhaltige teile mit skeinforge drucken.
Leider lässt der zu viele kleine Lücken in den Layern, die andere Slicer deutlich besser gefüllt bekommen. Außerdem rechnet er von allen am langsamsten, und macht probleme bei Teilen die kleine querschnittsflächen aufweisen, da druckt es zu wenig material und die wege sind falsch berechnet, dann wird das Werkstück da instabil.
Slic3r hat scheinbar bei Wechsel der Außenkontur im ersten Layer nach dem Wechsel ein Problem mit dem Materialfluss, da wird gern am beginn des layers (wenn man außen zuerst druckt) die ersten 1-2cm des außenperimeters mit zu wenig materialfluss gedruckt. Auch nach ausschalten von Retrakt bei Layerwechsel und zusätzlichem Vorschub nach Retrakt gibt es dieses Problem immer wieder mal.
In der Z-Achse/Höhe getrennte Bauteilstücke sind nach exportieren als STL nicht mehr einlesbar, da die Daten fehlerhaft sind. (und die Dateien merkwürdig klein)
und Cura/CuraEngine.. Cura hat eine gute logische Druckwegoptimierung, aber erkennt manchmal Brücken nicht richtig und fährt dann über die Leerstellen diagonal statt quer. Mit Cura funktioniert das automatische abbremsen der druckgeschwindigkeit bei sehr kleinen layern zur verbesserung der abkühlung nicht so gut. Man kann wenig konfigurieren.
So jedenfalls meine Eindrücke, aus dem Stehgreif heraus.
welchen Thread im Reprap-Forum meinst du denn genau?
das letzte was ich mit slicer gedruckt habe sah so aus:
und ist ganz manierlich geworden.
Das foto ist nicht so dolle, kann aber im moment kein besseres machen.
Was man sieht ist eine kleine einbuchtung, die von meiner filamentqualität her rührt (durchmesser schwankungen). Ansonsten waren die Maße wie zu erwarten.
Ein anderes Teil habe ich neulich gehabt, das war zu klein. 170mm sollte es sein und 168 war es nach dem abkühlen. Aber wie vorher schon geschrieben, liegt das einfach am Ausdehnungskoeffizienten vom Material. Ich hatte es vorher nicht per skalierung ausgeglichen.
Es ist auch zu bedenken, das es wenig sinn macht, mit einem material zu versuchen die exakte abmessung zu erreichen, weil dann nach materialwechsel sowiso wieder alles anders ist.
Von Thin-Wall-Tests kann man ohnehin abraten.
Was ist das denn für ein Testkörper mit dem du optimierst?
Gib mal mehr Input.
Ich verwende version 1.2.9 unter windows xp.
Sieh dir mal den erzeugten Gcode im editor an und scroll mal ganz nach unten. Da schreibt slicer als auskommentierte Zeilen die parameter der Berechnung mit.
Da sollte bei external perimeter extrusion width der durchmesser deiner düse stehen.
Schichten weiter innen werden breiter gedruckt, um Zeit zu sparen. Es geht ja schneller 2 Perimeter zu 0,67mm (bei düse 0.4mm) zu drucken als 3 perimeter zu 0,4, um ähnliche wandstärken zu erreichen.
Generell schadet es natürlich nie, auch mal einen anderen slicer zu testen. Jeder hat so seine schwächen und stärken.
Durch umpfangreiche einstellmöglichkeiten kann man sehr maßhaltige teile mit skeinforge drucken.
Leider lässt der zu viele kleine Lücken in den Layern, die andere Slicer deutlich besser gefüllt bekommen. Außerdem rechnet er von allen am langsamsten, und macht probleme bei Teilen die kleine querschnittsflächen aufweisen, da druckt es zu wenig material und die wege sind falsch berechnet, dann wird das Werkstück da instabil.
Slic3r hat scheinbar bei Wechsel der Außenkontur im ersten Layer nach dem Wechsel ein Problem mit dem Materialfluss, da wird gern am beginn des layers (wenn man außen zuerst druckt) die ersten 1-2cm des außenperimeters mit zu wenig materialfluss gedruckt. Auch nach ausschalten von Retrakt bei Layerwechsel und zusätzlichem Vorschub nach Retrakt gibt es dieses Problem immer wieder mal.
In der Z-Achse/Höhe getrennte Bauteilstücke sind nach exportieren als STL nicht mehr einlesbar, da die Daten fehlerhaft sind. (und die Dateien merkwürdig klein)
und Cura/CuraEngine.. Cura hat eine gute logische Druckwegoptimierung, aber erkennt manchmal Brücken nicht richtig und fährt dann über die Leerstellen diagonal statt quer. Mit Cura funktioniert das automatische abbremsen der druckgeschwindigkeit bei sehr kleinen layern zur verbesserung der abkühlung nicht so gut. Man kann wenig konfigurieren.
So jedenfalls meine Eindrücke, aus dem Stehgreif heraus.
welchen Thread im Reprap-Forum meinst du denn genau?
das letzte was ich mit slicer gedruckt habe sah so aus:
Das foto ist nicht so dolle, kann aber im moment kein besseres machen.
Was man sieht ist eine kleine einbuchtung, die von meiner filamentqualität her rührt (durchmesser schwankungen). Ansonsten waren die Maße wie zu erwarten.
Ein anderes Teil habe ich neulich gehabt, das war zu klein. 170mm sollte es sein und 168 war es nach dem abkühlen. Aber wie vorher schon geschrieben, liegt das einfach am Ausdehnungskoeffizienten vom Material. Ich hatte es vorher nicht per skalierung ausgeglichen.
Es ist auch zu bedenken, das es wenig sinn macht, mit einem material zu versuchen die exakte abmessung zu erreichen, weil dann nach materialwechsel sowiso wieder alles anders ist.
Von Thin-Wall-Tests kann man ohnehin abraten.
Was ist das denn für ein Testkörper mit dem du optimierst?
Gib mal mehr Input.
Re: Mal wieder 3D Druck...
Aaaaalsooooo:
Testkörper
10mm solid Würfel
20mm leere Box
5mm Stufen(25mm gesamt)
150mm Winkelkalibrierobjekt
Egal welches der Objekte, alle sind exakt um 0,6mm zu groß in x und y.
Nachdem mir optisch schon der äußerste Perimeter zu breit vorkam, Thin Wall Test gemacht.
Laut g-Code sollten 0,4mm sein, sind aber 0,7mm --> exakt um 0,3mm pro Richtung (+ und -) zu groß --> gesamt 0,6mm --> ist exakt der vorhandene Fehler bei den Testobjekten.
Filamentdurchmesser ist exakt gemessen und eingestellt, E-Steps sind kalibriert. Höhe des Testobjektes stimmt exakt - sinkt also auch nicht ein.
Also woher verflixt noch mal, kommt dieses Zuviel an Material? - Ich verstehe es nicht.
Cura und Kisslicer sind gestern komplett durchgefallen. Cura extrudiert so wenig, dass die Ebenen nicht aneinander haften, Kisslicer schafft es nicht den Würfel zu machen - eine Seite fehlt einfach - auch mit einem extra reparierten .stl
Ich bin momentan echt ratlos.
Testkörper
10mm solid Würfel
20mm leere Box
5mm Stufen(25mm gesamt)
150mm Winkelkalibrierobjekt
Egal welches der Objekte, alle sind exakt um 0,6mm zu groß in x und y.
Nachdem mir optisch schon der äußerste Perimeter zu breit vorkam, Thin Wall Test gemacht.
Laut g-Code sollten 0,4mm sein, sind aber 0,7mm --> exakt um 0,3mm pro Richtung (+ und -) zu groß --> gesamt 0,6mm --> ist exakt der vorhandene Fehler bei den Testobjekten.
Filamentdurchmesser ist exakt gemessen und eingestellt, E-Steps sind kalibriert. Höhe des Testobjektes stimmt exakt - sinkt also auch nicht ein.
Also woher verflixt noch mal, kommt dieses Zuviel an Material? - Ich verstehe es nicht.
Cura und Kisslicer sind gestern komplett durchgefallen. Cura extrudiert so wenig, dass die Ebenen nicht aneinander haften, Kisslicer schafft es nicht den Würfel zu machen - eine Seite fehlt einfach - auch mit einem extra reparierten .stl
Ich bin momentan echt ratlos.

Re: Mal wieder 3D Druck...
Habe gestern meinen K8200 auf den Neuen K8203 Extruder Umgebaut. Nun bin ich mit dem Druckergebnis noch nicht ganz 100% zufrieden, daher wollte ich euch kurz bezüglich den Slic3r configs Fragen.
K8203:
- Direct drive Extruder
- 1.75mm Filament
- 0.35mm Düse
Momentan sehen die ersten Druckergebnisse nicht mal so schlecht aus, doch leider habe ich gelegentlich im Druckbild nicht aufgefüllte Lücken. Meiner Meinung nach geschieht das bei Filament Mangel.
Momentan habe ich die Standard Velleman Einstellungen belassen. Auf dem Kopf der Roboter sieht man kleine Lücken welche nicht aufgefüllt wurden.
Layer:
Layer height: 0.18mm
Vertical shells: 2
Infill:
Fill density: 20%
Fill Pattern: rectilinear
Top/bottom fill pattern: hilbertcurve
Speed:
Perimeters: 60mm/s
Small Perimeters: 30mm/s
Infill: 60mm/s
Filament:
Diameter: 1.75mm
Extrusion multiplier: 0.92
Extrusion Width:
Default Extrusion width: 0.4mm
Temperatur:
Bet:50C
Extruder: 190C
Was ich schon versucht habe.
- Langsamer Drucker
- andere Layer höhe
- Default Extrusion Width: auf 0 gesetzt für (Auto modus)
Leider hat dies das löchrige Problem nicht wirklich behoben, was vermutlich auch an mir liegt da ich nicht genau weis wie ich das Problem angehen soll.
K8203:
- Direct drive Extruder
- 1.75mm Filament
- 0.35mm Düse
Momentan sehen die ersten Druckergebnisse nicht mal so schlecht aus, doch leider habe ich gelegentlich im Druckbild nicht aufgefüllte Lücken. Meiner Meinung nach geschieht das bei Filament Mangel.
Momentan habe ich die Standard Velleman Einstellungen belassen. Auf dem Kopf der Roboter sieht man kleine Lücken welche nicht aufgefüllt wurden.
Layer:
Layer height: 0.18mm
Vertical shells: 2
Infill:
Fill density: 20%
Fill Pattern: rectilinear
Top/bottom fill pattern: hilbertcurve
Speed:
Perimeters: 60mm/s
Small Perimeters: 30mm/s
Infill: 60mm/s
Filament:
Diameter: 1.75mm
Extrusion multiplier: 0.92
Extrusion Width:
Default Extrusion width: 0.4mm
Temperatur:
Bet:50C
Extruder: 190C
Was ich schon versucht habe.
- Langsamer Drucker
- andere Layer höhe
- Default Extrusion Width: auf 0 gesetzt für (Auto modus)
Leider hat dies das löchrige Problem nicht wirklich behoben, was vermutlich auch an mir liegt da ich nicht genau weis wie ich das Problem angehen soll.
Re: Mal wieder 3D Druck...
Mit einem neuen Extruder musst du die e-steps neu kalibrieren, oder du drehst einfach mal den flow Multiplikator hoch, vielleicht auf 0,98 oder 1 so etwa.
Re: Mal wieder 3D Druck...
den Extrusion multiplier?
der ist im moment im Velleman config file auf 0.92.
der ist im moment im Velleman config file auf 0.92.
Re: Mal wieder 3D Druck...
Ja, genau das meinte ich.
Re: Mal wieder 3D Druck...
Was ist der unterschied zwischen dem Multiplier und extrusion width? bewirkt das erhöhen des multipliers nicht das selbe wie eine höhere extrusion width?
Re: Mal wieder 3D Druck...
die extrusion width gibt an, welche bahnbreite der slicer berechnet.
stellst du die höher, sind deine bahnen breiter, aber immer noch genauso schlecht gefüllt wie vorher.
der druckkopf fährt nur seine bahnen mit einem größeren abstand.
Bahnbreite und Materialmenge skalieren da 1:1 hoch.
stellst du den extrusion multiplier hoch, fährt er genauso wie vorher, aber bringt mehr material auf.
damit skaliert nur die materialmenge.
stellst du die höher, sind deine bahnen breiter, aber immer noch genauso schlecht gefüllt wie vorher.
der druckkopf fährt nur seine bahnen mit einem größeren abstand.
Bahnbreite und Materialmenge skalieren da 1:1 hoch.
stellst du den extrusion multiplier hoch, fährt er genauso wie vorher, aber bringt mehr material auf.
damit skaliert nur die materialmenge.
Re: Mal wieder 3D Druck...
So habe nun die extrusion width auf 0.2 mm gestellt und den extrusion multiplier auf 0.96.
was ich nicht verstehe, früher mit der 0.5 düse und dem originalen extruder hatte ich immer die extrusion witdth auf 0 (auto). Nun wen ich mit dem neuen extruder auf 0 setze macht der immer riesige lücken zwischen den Bahnen. Das ist so viel das konnte ich mit dem multiplier nicht ausgleichen.
Mittlerweile sieht es besser aus aber ganz zufrieden bin ich noch nicht.
Gedruckt mit:
Layer height 0.18
Extrusion weidth 0.2
multiplier 0.96
Verstehe ich das richtig das wenn ich die extrusion weidth von z.b 0.2 auf 0.1 reduzieren möchte ich dann auch den multiplier anpassen muss da ich sonst zu viel Filament habe?
was ich nicht verstehe, früher mit der 0.5 düse und dem originalen extruder hatte ich immer die extrusion witdth auf 0 (auto). Nun wen ich mit dem neuen extruder auf 0 setze macht der immer riesige lücken zwischen den Bahnen. Das ist so viel das konnte ich mit dem multiplier nicht ausgleichen.
Gedruckt mit:
Layer height 0.18
Extrusion weidth 0.2
multiplier 0.96
Verstehe ich das richtig das wenn ich die extrusion weidth von z.b 0.2 auf 0.1 reduzieren möchte ich dann auch den multiplier anpassen muss da ich sonst zu viel Filament habe?
Re: Mal wieder 3D Druck...
Status heute:Sir_Death hat geschrieben:Aaaaalsooooo:
Testkörper
10mm solid Würfel
20mm leere Box
5mm Stufen(25mm gesamt)
150mm Winkelkalibrierobjekt
Egal welches der Objekte, alle sind exakt um 0,6mm zu groß in x und y.
Nachdem mir optisch schon der äußerste Perimeter zu breit vorkam, Thin Wall Test gemacht.
Laut g-Code sollten 0,4mm sein, sind aber 0,7mm --> exakt um 0,3mm pro Richtung (+ und -) zu groß --> gesamt 0,6mm --> ist exakt der vorhandene Fehler bei den Testobjekten.
Filamentdurchmesser ist exakt gemessen und eingestellt, E-Steps sind kalibriert. Höhe des Testobjektes stimmt exakt - sinkt also auch nicht ein.
Also woher verflixt noch mal, kommt dieses Zuviel an Material? - Ich verstehe es nicht.
Cura und Kisslicer sind gestern komplett durchgefallen. Cura extrudiert so wenig, dass die Ebenen nicht aneinander haften, Kisslicer schafft es nicht den Würfel zu machen - eine Seite fehlt einfach - auch mit einem extra reparierten .stl
Ich bin momentan echt ratlos.
Die Drucke sehen außen schon sehr gut aus.
Auch der "PLA Cooling Test Tower" sieht gut aus, nachdem ich an den Lüfterausgang einen 120er Lüfter angeschlossen habe, der jetzt über das Druckbett bläst.
Der Chinese will ja dass wir den Hotend-Lüfter dort anschließen, und auf 100% laufen lassen --> hängt jetzt direkt auf +12V
Es sind immer noch alle Drucke um 0,6mm zu groß in x und y... Ist mir jetzt erst mal egal.
Momentan druckt er Kabelschellen für sich selbst
Nachdem ja die Rod- Ends nicht mit den Trägerteilen zusammenpassen, hat mir der Chinese 3 neue Teile für die Schlitten und einen neuen Effektor geschickt. Die Schlittenteile müssten passen, beim Efektor glaube ich ihm das nicht ganz...
Re: Mal wieder 3D Druck...
normalerweise setzt man die extrusion width so etwa auf den tatsächlich vorhandenen düsendurchmesser, also 0.35 bei dem vellemann extruder.
Bei automatisch sollte er die in der druckerconfig eingestellte düsengröße hernehmen.
Breitere extrusion bringt ja mehr kunststoff pro zeiteinheit in das werkstück, und beschleunigt somit den druck.
Die plastewurst kann in gewissen grenzen natürlich auch breiter als das düsenloch gedrückt werden. das funktioniert aber mit sehr dünnen schichten nicht mehr so gut.
stellt man die extrusion width deutlich größer als den düsendurchmesser ein, verliert man jedoch details und die oberfläche wird schlechter.
Ist halt wie fast alles im Leben ein kompromiss.
Im grunde sollte die extrusion width (auch bei den inneren perimetern) nicht größer als die gerade fläche an der düsenspitze werden, sonst zieht es furchen in der oberfläche.
Soweit sieht das ganz gut aus, vielleicht noch ein ganz klein wenig weniger material.
Die schrägen Teile sind halt durch die hitze etwas zusammengelaufen, da brauchst du mehr objektkühlung, oder einfach ein größeres Testobjekt.
Was die Hitze anbelangt ist ja auch der 10mm gefüllte testwürfel sehr ungünstig.
Ich hatte 20x20x10 genommen damals und halt 25% füllung oder so.
Was auch noch zur maßhaltigkeit hilft ist den äußersten Perimeter zuerst zu drucken. Das hat aber den nachteil das überhänge damit schlechter gehen. Kommt auf den Einzelfall darauf an, was besser ist.
Bei automatisch sollte er die in der druckerconfig eingestellte düsengröße hernehmen.
Breitere extrusion bringt ja mehr kunststoff pro zeiteinheit in das werkstück, und beschleunigt somit den druck.
Die plastewurst kann in gewissen grenzen natürlich auch breiter als das düsenloch gedrückt werden. das funktioniert aber mit sehr dünnen schichten nicht mehr so gut.
stellt man die extrusion width deutlich größer als den düsendurchmesser ein, verliert man jedoch details und die oberfläche wird schlechter.
Ist halt wie fast alles im Leben ein kompromiss.
Im grunde sollte die extrusion width (auch bei den inneren perimetern) nicht größer als die gerade fläche an der düsenspitze werden, sonst zieht es furchen in der oberfläche.
Soweit sieht das ganz gut aus, vielleicht noch ein ganz klein wenig weniger material.
Die schrägen Teile sind halt durch die hitze etwas zusammengelaufen, da brauchst du mehr objektkühlung, oder einfach ein größeres Testobjekt.
Was die Hitze anbelangt ist ja auch der 10mm gefüllte testwürfel sehr ungünstig.
Ich hatte 20x20x10 genommen damals und halt 25% füllung oder so.
Was auch noch zur maßhaltigkeit hilft ist den äußersten Perimeter zuerst zu drucken. Das hat aber den nachteil das überhänge damit schlechter gehen. Kommt auf den Einzelfall darauf an, was besser ist.
Re: Mal wieder 3D Druck...
Wenn ich nun die Extrusion width auf 0.35 setze muss ich dann um die lücken zu fülle den multiplier erhöhen?
Und wie reduziere ich das material auch mit dem multiplier oder gibt es da eine andere config?
Und wie reduziere ich das material auch mit dem multiplier oder gibt es da eine andere config?
Re: Mal wieder 3D Druck...
die bahnbreite (also extrusion width) einstellen und den extrusion multiplier so lassen = breitere bahnen genauso gut gefüllt wie jetze
und dann den extrusion miltiplier noch um 0.01 senken würde ich versuchen.
Dann für mehr /weniger material nur noch am extrusion multiplier drehen, oder halt den eingestellten filamentdurchmesser. Das muss man im prinzip für jede Rolle wieder neu einstellen. Ein ganz klein wenig zu viel material ist meiner Meinung nach weniger schlimm als zu wenig, weil ein zu klein geratenes Loch kann ich aufbohren. Lücken in der außenhülle dagegen nerven viel mehr, und instabile Teile sowiso.
und dann den extrusion miltiplier noch um 0.01 senken würde ich versuchen.
Dann für mehr /weniger material nur noch am extrusion multiplier drehen, oder halt den eingestellten filamentdurchmesser. Das muss man im prinzip für jede Rolle wieder neu einstellen. Ein ganz klein wenig zu viel material ist meiner Meinung nach weniger schlimm als zu wenig, weil ein zu klein geratenes Loch kann ich aufbohren. Lücken in der außenhülle dagegen nerven viel mehr, und instabile Teile sowiso.
Re: Mal wieder 3D Druck...
Die von mir eingestelle exrusion width von 0.2 ist daher unsinn da meine 0.35 gar nicht eine 0.2 bahn machen kann?
Daher passt es jetzt eher per zufall?
Daher passt es jetzt eher per zufall?
Re: Mal wieder 3D Druck...
man kann schon auch schmaler fahren als der Düsendurchmesser, aber das bringt meiner meinung nach keinen Vorteil und dauert nur lange.
Da ja von der letzten "Wurst" noch das material in den düsendurchmesser hereinragt wenn der drucker die nächste bahn fahrt, drückt es das flüssige material schon so seitlich hin das es passt. Aber es dauert halt auch länger weil man viel mehr bahnen fahren muss, ohne das es einen zugewinn an präzision am werkstück gibt.
Höchstens beim Top-Layer, also der deckschicht auf der Oberseite, ist das Ergebnis vielleicht etwas besser.
Da ja von der letzten "Wurst" noch das material in den düsendurchmesser hereinragt wenn der drucker die nächste bahn fahrt, drückt es das flüssige material schon so seitlich hin das es passt. Aber es dauert halt auch länger weil man viel mehr bahnen fahren muss, ohne das es einen zugewinn an präzision am werkstück gibt.
Höchstens beim Top-Layer, also der deckschicht auf der Oberseite, ist das Ergebnis vielleicht etwas besser.
Re: Mal wieder 3D Druck...
Kabelschellendruck ist leider fehlgeschlagen, da sich das Filament auf der liegenden Spule verwickelt hat....Sir_Death hat geschrieben: Status heute:
Die Drucke sehen außen schon sehr gut aus.
Auch der "PLA Cooling Test Tower" sieht gut aus, nachdem ich an den Lüfterausgang einen 120er Lüfter angeschlossen habe, der jetzt über das Druckbett bläst.
Der Chinese will ja dass wir den Hotend-Lüfter dort anschließen, und auf 100% laufen lassen --> hängt jetzt direkt auf +12V
Es sind immer noch alle Drucke um 0,6mm zu groß in x und y... Ist mir jetzt erst mal egal.
Momentan druckt er Kabelschellen für sich selbstsprich für die Kabelführung der Endschalter nach unten, damit diese Kabel ja nie in den Fahrweg der Schlitten kommen.
Nachdem ja die Rod- Ends nicht mit den Trägerteilen zusammenpassen, hat mir der Chinese 3 neue Teile für die Schlitten und einen neuen Effektor geschickt. Die Schlittenteile müssten passen, beim Efektor glaube ich ihm das nicht ganz...
War mir schon länger klar, dass das nicht funktionieren wird, und war auch schon geplant, einen stehenden Rollenhalter zu drucken - wird heute ein stehender Rollenhalter aus Holz und Metall....
Dann funktioniert hoffentlich auch das endlich.
Mal schauen, ob ich heute Abend noch einen Benchmark mit 3DBenchy starten kann....
Re: Mal wieder 3D Druck...
Liegend ist eigentlich kein problem, man muss den faden nur entsprechend führen. Also auf halber höhe einen kleinen halter anbringen und waagerecht 10 cm teflonschlauch damit befestigen, der den faden waagerecht von der trommel zieht. Die trommel darf sich nicht zu leicht drehen, damit die sich nicht selbst weiterdrehen kann und dann der letzte ring herunterfällt
- Dateianhänge
-
Re: Mal wieder 3D Druck...
Ist schon richtig mit der Führung, aber leider reicht bei mir der über den Bowdenschlauch notwendige Retract von 2mm bereits, dass der nächste Ring herunterfällt... Da bringt mir die beste Führung nix...gafu hat geschrieben:Liegend ist eigentlich kein problem, man muss den faden nur entsprechend führen. Also auf halber höhe einen kleinen halter anbringen und waagerecht 10 cm teflonschlauch damit befestigen, der den faden waagerecht von der trommel zieht. Die trommel darf sich nicht zu leicht drehen, damit die sich nicht selbst weiterdrehen kann und dann der letzte ring herunterfällt
Re: Mal wieder 3D Druck...
Das klingt wie die trommeln von herz, die randvoll gewickelt sind. Andere hersteller haben breitere trommeln mit überstehendem rand.
Mach dir doch einfach ne pappscheibe die 2 cm größer als die trommel ist und leg das unter, bis die ersten 30 meter runtergespult sind
Mach dir doch einfach ne pappscheibe die 2 cm größer als die trommel ist und leg das unter, bis die ersten 30 meter runtergespult sind
Re: Mal wieder 3D Druck...
gafu hat geschrieben:Das klingt wie die trommeln von herz, die randvoll gewickelt sind. Andere hersteller haben breitere trommeln mit überstehendem rand.
Mach dir doch einfach ne pappscheibe die 2 cm größer als die trommel ist und leg das unter, bis die ersten 30 meter runtergespult sind
Aber ich habe momentan das Problem, dass die Abrollposition fast ganz oben ist - aber eben nur fast ganz. Durch den Zug beim Abrollen "gräbt" sich das aktuelle Filamentstück ein wenig in die nächste Lage ein. Kommt dann der Retract zieht es leider nicht dieses wieder heraus, sondern schiebt es hinten weiter, und so fällt die nächste Ebene genau über die aktuelle. Nachdem ich die Kabelschellen - gleich 9 Stück auf einmal - drucken wollte, habe ich bei jedem Sprung von Schelle zu Schelle einen Retract - da ist ganz schnell nur noch ein riesen Gewurschtel, und dann fällt teilweise die 2. und 3. Ebene Runter - kreuz und quer - dann geht irgendwann nix mehr.
Mit Einzelstücken (nahezu ohne Retracts, da ich mit dem äußeren Perimeter jeder Ebene zu drucken beginne) hatte ich bisher die Probleme noch nicht.
Abgesehen davon, dass mir bei der windschiefen China-Kosntruktion schon 2 x beinahe die Rolle heruntergeknallt wäre, da diese nur an der Kante auf 3 Kugellagern aufliegt, und seitlich von 3 weiteren gehalten wird. Die Kugellager sind auf Mini-Ärmelchen geschraubt, die einerseits schon beginnen zu brechen, andrerseits - da sie nur mit einer M3-Schraube am Rahmen hängen auch nicht gegen verdrehen gesichert sind....
Holplatte, zwei 40x30mm (Querschnitt) Hölzer, vorhandene Kugellager einbohren, mit 2 Spax (Spitze auf den Kugellagerumfang) "sichern", ins Kugellagerzentrum je eine M6 Gewindestange mit Mutter außen/innen, und die Trommel kann sich schon stehend lustig auf den kugelgelagerten Gewindestangen drehen...
Re: Mal wieder 3D Druck...
So nun nach einiger einstellerei bin ich ziemlich zufrieden mit dem Druckergebnis.
Marvin:
50 Microns
45mm/s
Halter:
180 Microns
45mm/s
Die Druck Qualität ist nun so wie ich es mir vorgestellt habe.
Teilweise habe ich an der nähe zu den rändern leicht zu viel material, liegt das an den Retract Einstellungen?
Marvin:
50 Microns
45mm/s
180 Microns
45mm/s
Teilweise habe ich an der nähe zu den rändern leicht zu viel material, liegt das an den Retract Einstellungen?
Re: Mal wieder 3D Druck...
Da gibts irgendwo ein "overlap" parameter beim infill, der sowas um 15% haben müsste. Da kann man ein prozent runtergehen wenns stört. Ich würds aber so lassen, wenn das filament mal ne dünnere stelle hat haftet sonst vielleicht der infill nicht mehr gescheit an den perimetern.
Am retrakt liegts nicht, der wird ja nur gemacht wenn der druckkopf von einem "türmchen" zu einem anderen über eine lücke hüpft, damit es dann eine fäden zieht.
Am retrakt liegts nicht, der wird ja nur gemacht wenn der druckkopf von einem "türmchen" zu einem anderen über eine lücke hüpft, damit es dann eine fäden zieht.
Zuletzt geändert von gafu am Do 22. Okt 2015, 23:15, insgesamt 1-mal geändert.
Re: Mal wieder 3D Druck...
Ich habe mir solche gedruckt: http://blog.gafu.de/?p=927Sir_Death hat geschrieben: Mit Einzelstücken (nahezu ohne Retracts, da ich mit dem äußeren Perimeter jeder Ebene zu drucken beginne) hatte ich bisher die Probleme noch nicht.
Abgesehen davon, dass mir bei der windschiefen China-Kosntruktion schon 2 x beinahe die Rolle heruntergeknallt wäre, da diese nur an der Kante auf 3 Kugellagern aufliegt, und seitlich von 3 weiteren gehalten wird. Die Kugellager sind auf Mini-Ärmelchen geschraubt, die einerseits schon beginnen zu brechen, andrerseits - da sie nur mit einer M3-Schraube am Rahmen hängen auch nicht gegen verdrehen gesichert sind....
Holplatte, zwei 40x30mm (Querschnitt) Hölzer, vorhandene Kugellager einbohren, mit 2 Spax (Spitze auf den Kugellagerumfang) "sichern", ins Kugellagerzentrum je eine M6 Gewindestange mit Mutter außen/innen, und die Trommel kann sich schon stehend lustig auf den kugelgelagerten Gewindestangen drehen...
-
Weisskeinen

- Beiträge: 3951
- Registriert: Di 27. Aug 2013, 16:19
Re: Mal wieder 3D Druck...
Bei dem grünen PLA-Filament von Herz ist mir nach laaanger Probiererei mit fehlerhafter, zu geringer Extrusion und öfters auch Abbrüchen aufgefallen, dass das Filament wohl deutlich härter ist als viele andere. Dadurch reichte die Andruckkraft meines gefederten Kugellagers im Extruder nicht mehr aus und das Rändelrädchen auf dem Schrittmotor rutschte durch, teilweise so stark, dass sich das eingegraben hat und dann ging gar nichts mehr. Ich konnte das Problem beheben, indem ich unter die Andruckfeder noch was drunter geklemmt habe, damit die Vorspannung größer wird. Außerdem habe ich mir neue Teile für den Extruder gedruck mit eingebauter erhöhter Vorspannung. Muss ich aber noch montieren...
Re: Mal wieder 3D Druck...
?
Ob das härter ist, ist doch erstmal egal, weil es beim drucken sowiso flüssig geschmolzen wird.
Probleme machen ja eher die flexiblen materialien als die festen.
Und wenns zu hart ist, dann ist das problem eher die brüchigkeit vom gedruckten Teil wenn das abgekühlt ist.
Das hab ich mit dem Material nicht festgestellt. Sowas hatte ich mit Nunus ABS in Glasklar Transparent, da zersplittern jetzt (nach monaten) Stück für Stück die ganzen Teile. Dummerweise hab ich meinen Eigenbau Drucker fast komplett aus dem Zeug gedruckt. Das eine oder andere wird mit Kabelbindern gehalten, aber über kurz oder lang werde ich das eine oder andere Ersetzen müssen.
Beim Transparenten PLA von Nunus ist dagegen das Zeug auf der Rolle so spröde geworden, das es beim abwickeln gebrochen ist. DIe damit gedruckten Teile dagegen sind bislang unproblematisch. Versteh das wer will. Da half übrigens das Trocknen mit Silica-Gel, dann gings wieder.
Doch zurück zum PLA:
Vielleicht ist deine Düse auch nicht mehr richtig offen, und es geht einfach zu schwer. Oder du müsstest eventuell mit der Temperatur noch ein wenig rauf.
Grün hab ich ne Rolle liegen, aber noch nichts damit gedruckt. Momentan ist die gelbe eingespannt, und die ist völlig unauffällig.
Druckt sich bei 70mm/s noch mit 200 grad ganz ordentlich.
Lässt sich bei 180 grad schon leicht mit der Hand durchs Hotend drücken. Also ganz typisches PLA.
(Manche sorten gehen ja nicht mit so niedrigen Temperaturen was teilweise an anderen Polymeren liegt, die beigemischt sind.)
Und dann gibts noch folgenden mechanismus: Wenn nicht so viel Material gefördert werden kann, weil kein Platz unter der Düse ist wo man das hindrücken könnte. Z.B. wenn der Layer 1 gedruckt wird, aber das Bett zu Dicht an der Düse ist, oder das Filament dicker als eingestellt ist.
Dann dreht das Antriebsrad des Extruders ja trotzdem so wie es im gcode steht. Wenn der Faden also nicht so schnell durch die Düse kann, gibt das Abrieb am Förderzahnrad. Der setzt sich in die Rillen und verringert die übertragenen Kräfte weiter. Das kann soweit gehen, das gar nicht mehr genug Kraft übertragen werden kann, und dann eine zu geringe Menge gedruckt wird, obwohl der Motor weit genug gedreht hat.
Ging mir neulich zwei mal so, lag aber an meinem selbst hergestellten Filament.
Also da sollte man ab und zu ein Auge darauf haben, ob die Zähnchen noch sauber sind.
Jetzt wo meine gelbe Rolle Herz-Filament langsam zur Neige geht, sind die innereren Lagen etwas wellig. Bisher war der Faden ja ganz glatt. Ist aber noch als "geringfügig" zu bewerten, das läuft noch problemlos durch meinen 70cm langen bowden.
Nachdem die Rolle jetzt einige Wochen offen herumstand und auch im Spätsommer die Luftfeuchte oft hoch in der Bude war, hab ich nun etwas knistern beim Drucken aus Richtung der Düse gehört, bilde ich mir ein. Vielleicht hat es etwas viel feuchtigkeit aufgenommen.
Ob das härter ist, ist doch erstmal egal, weil es beim drucken sowiso flüssig geschmolzen wird.
Probleme machen ja eher die flexiblen materialien als die festen.
Und wenns zu hart ist, dann ist das problem eher die brüchigkeit vom gedruckten Teil wenn das abgekühlt ist.
Das hab ich mit dem Material nicht festgestellt. Sowas hatte ich mit Nunus ABS in Glasklar Transparent, da zersplittern jetzt (nach monaten) Stück für Stück die ganzen Teile. Dummerweise hab ich meinen Eigenbau Drucker fast komplett aus dem Zeug gedruckt. Das eine oder andere wird mit Kabelbindern gehalten, aber über kurz oder lang werde ich das eine oder andere Ersetzen müssen.
Beim Transparenten PLA von Nunus ist dagegen das Zeug auf der Rolle so spröde geworden, das es beim abwickeln gebrochen ist. DIe damit gedruckten Teile dagegen sind bislang unproblematisch. Versteh das wer will. Da half übrigens das Trocknen mit Silica-Gel, dann gings wieder.
Doch zurück zum PLA:
Vielleicht ist deine Düse auch nicht mehr richtig offen, und es geht einfach zu schwer. Oder du müsstest eventuell mit der Temperatur noch ein wenig rauf.
Grün hab ich ne Rolle liegen, aber noch nichts damit gedruckt. Momentan ist die gelbe eingespannt, und die ist völlig unauffällig.
Druckt sich bei 70mm/s noch mit 200 grad ganz ordentlich.
Lässt sich bei 180 grad schon leicht mit der Hand durchs Hotend drücken. Also ganz typisches PLA.
(Manche sorten gehen ja nicht mit so niedrigen Temperaturen was teilweise an anderen Polymeren liegt, die beigemischt sind.)
Und dann gibts noch folgenden mechanismus: Wenn nicht so viel Material gefördert werden kann, weil kein Platz unter der Düse ist wo man das hindrücken könnte. Z.B. wenn der Layer 1 gedruckt wird, aber das Bett zu Dicht an der Düse ist, oder das Filament dicker als eingestellt ist.
Dann dreht das Antriebsrad des Extruders ja trotzdem so wie es im gcode steht. Wenn der Faden also nicht so schnell durch die Düse kann, gibt das Abrieb am Förderzahnrad. Der setzt sich in die Rillen und verringert die übertragenen Kräfte weiter. Das kann soweit gehen, das gar nicht mehr genug Kraft übertragen werden kann, und dann eine zu geringe Menge gedruckt wird, obwohl der Motor weit genug gedreht hat.
Ging mir neulich zwei mal so, lag aber an meinem selbst hergestellten Filament.
Also da sollte man ab und zu ein Auge darauf haben, ob die Zähnchen noch sauber sind.
Jetzt wo meine gelbe Rolle Herz-Filament langsam zur Neige geht, sind die innereren Lagen etwas wellig. Bisher war der Faden ja ganz glatt. Ist aber noch als "geringfügig" zu bewerten, das läuft noch problemlos durch meinen 70cm langen bowden.
Nachdem die Rolle jetzt einige Wochen offen herumstand und auch im Spätsommer die Luftfeuchte oft hoch in der Bude war, hab ich nun etwas knistern beim Drucken aus Richtung der Düse gehört, bilde ich mir ein. Vielleicht hat es etwas viel feuchtigkeit aufgenommen.
-
Weisskeinen
- Beiträge: 3951
- Registriert: Di 27. Aug 2013, 16:19
Re: Mal wieder 3D Druck...
Der Abbruch mit Filamentblockade kam erst nach 5-10mm Bauhöhe bei einem recht großen Teil. Sonderlich leicht lässt sich das Filament nicht durch den Extruder schieben, ich war sogar schon auf 240°C. Das Problem war ja, dass der Schlupf am Vorschub zu groß war, weil des Extruderrändelrad nicht gut greift, weil eben das Filament deutlich härter zu sein scheint, als die üblichen. Mit anderem Filament war dann auch alles wieder völlig unauffällig und mit stärkerem Anpressdruck am Extruderrändel geht ja auch alles glatt. Deshalb glaube ich nicht, dass die Düse (teilweise) verstopft ist. Änderung der Druckgeschwindigkeit hat auch nichts gebracht. Normalerweise drucke ich den Infill mit 90mm/s und die äußerste Shell mit 50 mm/s. Ich habe die Geschwindigkeiten nahezu halbiert, was am Ergebnis aber genau gar nichts geändert hatte.
Bei mir hat das grüne Herz-Filament übrigens deutlich fühlbare Dickenschwankungen...
Bei mir hat das grüne Herz-Filament übrigens deutlich fühlbare Dickenschwankungen...
Re: Mal wieder 3D Druck...
ich hab in den letzten wochen erfahrungen mit filament mit variationen im durchmesser gesammelt.
Ich finde die beste vorgehensweise war:
den durchmesser vermessen, z.b. 1,55 bis 1.8mm schwankend.
Dann im slicer den filamentdurchmesser knapp über die kleinste größe setzen
und den außenperimeter zuerst drucken.
Ja, so richtig glatt wird das nicht, und zwischendurch gräbt auch die düse etwas durchs werkstück, und das antriebsrad hat schlupf und abrieb wenn einfach kein platz für mehr schmelze vorhanden ist. Aber es werden trotzdem stabile teile. Die oberflächen kurz über gefeilt (konstruktionsteile mit glatten flächen) und dann ist das brauchbar.
nachteil: nach dem druck immer schön die zähne vom antrieb von den spänen reinigen...
das geht schon
ansonsten stellt man natürlich immer wieder fest, das jede farbe sich anders verhält, auch vom gleichen lieferanten.
Kann man nix machen, iss einfach so.
Ich finde die beste vorgehensweise war:
den durchmesser vermessen, z.b. 1,55 bis 1.8mm schwankend.
Dann im slicer den filamentdurchmesser knapp über die kleinste größe setzen
und den außenperimeter zuerst drucken.
Ja, so richtig glatt wird das nicht, und zwischendurch gräbt auch die düse etwas durchs werkstück, und das antriebsrad hat schlupf und abrieb wenn einfach kein platz für mehr schmelze vorhanden ist. Aber es werden trotzdem stabile teile. Die oberflächen kurz über gefeilt (konstruktionsteile mit glatten flächen) und dann ist das brauchbar.
nachteil: nach dem druck immer schön die zähne vom antrieb von den spänen reinigen...
das geht schon
ansonsten stellt man natürlich immer wieder fest, das jede farbe sich anders verhält, auch vom gleichen lieferanten.
Kann man nix machen, iss einfach so.
Re: Mal wieder 3D Druck...
Also ich bin da mittlerweile schmerzfrei,
habe jetzt ganze 5kg Filament von Herz verdruckt ohne im Slicer groß etwas anzupassen, der Extrusion Multipler steht
bei 1,04, die Temp. bei 215°C und die Geschwindigkeit bei 90mm pro Sekunde.
Drucke jetzt seit einigen Wochen bzw. fast Monaten immer ziemlich große untereinander ähnliche Modelle im Auftrag,
da kommt es auf die Optik nicht so sehr an, aber mittlerweile klappt das echt gut, habe jetzt auch diverse Farben da die
ich nach belieben untereinander tauschen kann, habe keinerlei Probleme damit.
Auch der original CTC Extruder tut seinen Dienst ohne Probleme, und das mittlerweile nach 860 Druckstunden.
Mittlerweile bin ich zu 100% überzeugt von der CTC Kiste, habe noch nicht ein Mechanik Teil tauschen müssen, tut alles noch wie am ersten Tag.
habe jetzt ganze 5kg Filament von Herz verdruckt ohne im Slicer groß etwas anzupassen, der Extrusion Multipler steht
bei 1,04, die Temp. bei 215°C und die Geschwindigkeit bei 90mm pro Sekunde.
Drucke jetzt seit einigen Wochen bzw. fast Monaten immer ziemlich große untereinander ähnliche Modelle im Auftrag,
da kommt es auf die Optik nicht so sehr an, aber mittlerweile klappt das echt gut, habe jetzt auch diverse Farben da die
ich nach belieben untereinander tauschen kann, habe keinerlei Probleme damit.
Auch der original CTC Extruder tut seinen Dienst ohne Probleme, und das mittlerweile nach 860 Druckstunden.
Mittlerweile bin ich zu 100% überzeugt von der CTC Kiste, habe noch nicht ein Mechanik Teil tauschen müssen, tut alles noch wie am ersten Tag.
Re: Mal wieder 3D Druck...
haste schon umgebaut auf federbelastete Extruder oder noch ganz original?
-
botchjob-rbt
- Beiträge: 100
- Registriert: So 4. Okt 2015, 11:34
Re: Mal wieder 3D Druck...
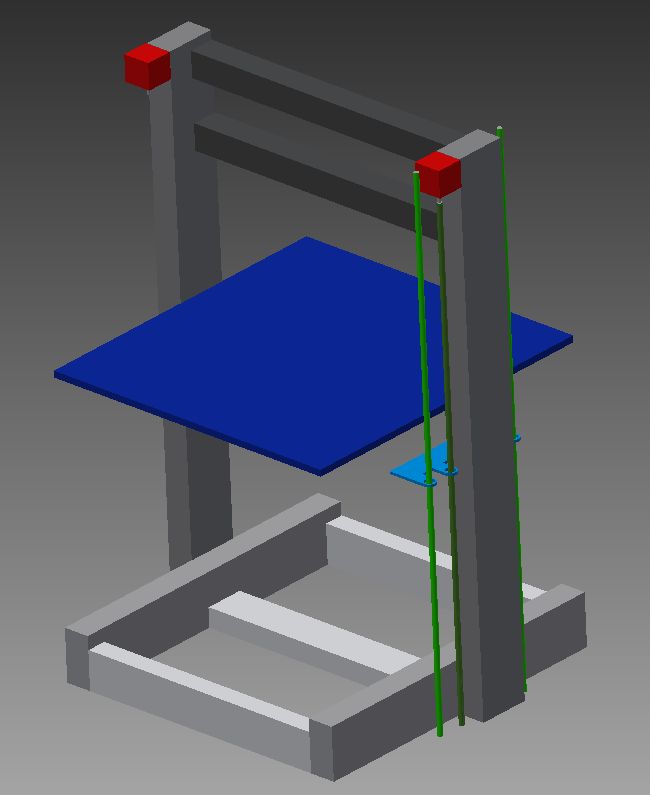
bzgl skalierung: die roten klötze sind nema17 motörchen mit 40mm höhe
gestern abend schnell mal zusammengecaddelt. ich würde aber glaube ich gerne die zachsen auf die rückseite des ganzen packen, um vorne mehr platz für die extruder zu haben. gibt sowas tendenzuell probleme, wenn die antriebsachse so aussermittig positioniert wird?
Re: Mal wieder 3D Druck...
Das ist bei vielen Druckern so das die z-achse aussermittig ist.
Probleme treten auf, wenn aufgrund der warme vom heizbett dich abhängig von der Temperatur die Halterungen verziehen, dann muss man das Bett leveln wenn es warm ist, und immer nachstellen wenn man mit anderer betttemperatur arbeitet.
Probleme treten auf, wenn aufgrund der warme vom heizbett dich abhängig von der Temperatur die Halterungen verziehen, dann muss man das Bett leveln wenn es warm ist, und immer nachstellen wenn man mit anderer betttemperatur arbeitet.
-
botchjob-rbt
- Beiträge: 100
- Registriert: So 4. Okt 2015, 11:34
Re: Mal wieder 3D Druck...
die halterung würde ich gegebenenfalls aus edelstahl oder alu lasern lassen. bei so einem großen gerät zimmer ich so viel wie möglich in metall. der komplette rahmen soll auch idealerweise thermisch vom beheizbaren bauraum isoliert werden, zum einen um die heiz und kühlphasen zu kürzen und zum anderen um thermische spannungen weitgehend zu eliminieren.
Re: Mal wieder 3D Druck...
das mit dem rahmen ist nicht ganz so schlimm, wenn man alle bewegten teile auf der gleichen bezugsebene befestigt.
Also: bett unten gelagert und per gewindestäben nach oben gedrückt, und hotend oben gelagert ist schlecht, weil sich der bettabstand abhängig von der gehäusetemperatur ändert.
hängt man die spindeln fürs bett jedoch oben auf, gibts keine probleme.
die motoren können ja trotzdem unten sein, wenn sie mit einer flexiblen kupplung verbunden werden.
Das hat dann nur noch den nachteil, das die spindeln dann beidseitig befestigt sind und wenn sie ein klein wenig krumm sind, dann das bett seitlich verdrücken.
("z-achsen-wobbel")
dagegen hilft dann: die spindelmutter so zu montieren, das sie sich seitlich frei verschieben kann. die drehbewegung muss dann mit einer gabel um die parallelführung entsprechend verhindert werden.
oder: man macht die spindeln viel dünner und benutzt spielfreie lager und dickere führungen, die da unbeeindruckt bleiben wenn die spindel eiert.
Also: bett unten gelagert und per gewindestäben nach oben gedrückt, und hotend oben gelagert ist schlecht, weil sich der bettabstand abhängig von der gehäusetemperatur ändert.
hängt man die spindeln fürs bett jedoch oben auf, gibts keine probleme.
die motoren können ja trotzdem unten sein, wenn sie mit einer flexiblen kupplung verbunden werden.
Das hat dann nur noch den nachteil, das die spindeln dann beidseitig befestigt sind und wenn sie ein klein wenig krumm sind, dann das bett seitlich verdrücken.
("z-achsen-wobbel")
dagegen hilft dann: die spindelmutter so zu montieren, das sie sich seitlich frei verschieben kann. die drehbewegung muss dann mit einer gabel um die parallelführung entsprechend verhindert werden.
oder: man macht die spindeln viel dünner und benutzt spielfreie lager und dickere führungen, die da unbeeindruckt bleiben wenn die spindel eiert.
Re: Mal wieder 3D Druck...
Weisskeinen hat geschrieben:Der Abbruch mit Filamentblockade kam erst nach 5-10mm Bauhöhe bei einem recht großen Teil. Sonderlich leicht lässt sich das Filament nicht durch den Extruder schieben, ich war sogar schon auf 240°C. Das Problem war ja, dass der Schlupf am Vorschub zu groß war, weil des Extruderrändelrad nicht gut greift, weil eben das Filament deutlich härter zu sein scheint, als die üblichen. Mit anderem Filament war dann auch alles wieder völlig unauffällig und mit stärkerem Anpressdruck am Extruderrändel geht ja auch alles glatt. Deshalb glaube ich nicht, dass die Düse (teilweise) verstopft ist. Änderung der Druckgeschwindigkeit hat auch nichts gebracht. Normalerweise drucke ich den Infill mit 90mm/s und die äußerste Shell mit 50 mm/s. Ich habe die Geschwindigkeiten nahezu halbiert, was am Ergebnis aber genau gar nichts geändert hatte.
Bei mir hat das grüne Herz-Filament übrigens deutlich fühlbare Dickenschwankungen...
Aaaaalllsooooo...
Diese Probleme hatte ich auch massiv - bin am Wochenende endlich draufgekommen, was das Problem ist:
Test folgendermaßen:
Düse auf gewünschte Temperatur bringen, 100mm extruden, mit Geschwindigkeit x
Wenn es klappt, x erhöhen, bis der Extruder mit Clog, Clog, Clog,... beginnt - dann war die "Volumetric Speed" zu hoch.
Den Test kann man mit verschiedensten Temperaturen wiederholen, und erhält so eine schöne Kurve der Volumetric Speed über die Temperatur für das jeweilige Filament!!!
Warum "Volumetric Speed"? - Das ist ein Parameter im Slic3r, der ihm sagt, bei welcher Düsen (Heatblock) Temepratur, welche Menge PLA pro Sekunde geschmolzen werden kann. (Zu finden unter "Speed" ganz unten.
Berechung: Volumetric Speed = d²*Pi/4*100/"Zeit für die Extrusion" (bei 200mm/sek wären das dann 30sek)
Diesen Wert dann im Slic3r eingeben und Voilla - es geht.
Vorher hatte ich immer das Problem, dass sich 2. und 3. Perimeter nicht berührten. 1. (außen) und 2. war kein Problem.
Und ab gewissen Höhen hatte ich nur noch underextrusion....
Warum?
Perimeter werden bei meinen Slic3r-Einstellungen mit Breite 0,67mm gedruckt, der 1. aber nur mit 0,42mm.
Bei Layerhöhe 0,2mm und 15mm/sek war einfach die Volumetric Speed für die inneren Perimeter zu hoch.
Ich schaffe leider nur ca. 1,3mm³/sek bei 215°C .... - sollte laut diversen Foren weit höher sein... mal schauen, ob ich noch finde warum - vielleicht liegt es am Herz-Filament, oder auch an schlechtem Kontakt der Heizpatrone mit dem Heatblock - dadurch schlechter Energieübergang...
Sollte ich da Wärmeleitpaste mit hineingloddern???
Damit ich überhaupt auf 1,3mm³/sek gekommen bin, war es unbedingt notwendig endlich das PID-Autotune zu machen... (da ich ziemlich weit daneben war...)
Re: Mal wieder 3D Druck...
Ich sag mal, das ist nicht das Problem, sondern die Wirkung. Wenn das nur so langsam geht stimmt doch irgendwas anderes nicht.Sir_Death hat geschrieben: Diese Probleme hatte ich auch massiv - bin am Wochenende endlich draufgekommen, was das Problem ist:
...
Bei Layerhöhe 0,2mm und 15mm/sek war einfach die Volumetric Speed für die inneren Perimeter zu hoch.
Ich schaffe leider nur ca. 1,3mm³/sek bei 215°C .... - sollte laut diversen Foren weit höher sein... mal schauen, ob ich noch finde warum - vielleicht liegt es am Herz-Filament, oder auch an schlechtem Kontakt der Heizpatrone mit dem Heatblock - dadurch schlechter Energieübergang...
Sollte ich da Wärmeleitpaste mit hineingloddern???
Damit ich überhaupt auf 1,3mm³/sek gekommen bin, war es unbedingt notwendig endlich das PID-Autotune zu machen... (da ich ziemlich weit daneben war...)
Ich drucke auf dem CTC mit PLA etwa 70-80 mm/s mit 0.24mm layerhöhe. So viel durchsatz geht gerade noch mit den mitgelieferten extrudern.
Ich hab an die Heizpatronen Wärmeleitpaste drann gemacht, ich weiß jetzt auch nicht ob das viel ausgemacht hatte.
Auf meinem I3 mit China-E3D geht noch etwas mehr, da wird aber auch ne 24V 40W heizpatrone mit 30V befeuert. Das größte Problem ist im moment, das der Kühler für das Bauteil den Heizblock zu sehr mitkühlt, da ist jetzt ein kleiner spoiler aus papierkrepp damit es spielt...
Vielleicht hast du sowas auch? (lüftstrom am heizblock)
Re: Mal wieder 3D Druck...
Na dann werde ich mal die Wärmeleitpaste probieren....
Gegen den Luftstrom hat der Hotend-Lüfter schon ein Winkelblech unten dran bekommen, dass den Luftstrom zum Heatblock verhindert - hat definitiv sichtbar das Ergebnis verbessert - jedoch noch nicht weit genug, darum hatte ich dann die Volumetric Speed probiert.
Zum Test hatte ich auch schon mal den Hotend-Lüfter abgeklemmt (nachdem mein Effektor aus Metall ist, ist das nicht gleich ein Problem - konnte ich die Volumetric Speed auf ca. 1.4mm³/sek steigern.... ist jetzt auch nicht die Wonne...
Werkstück-Lüfter war ebenfalls abgeklemmt, und auch der Elektronik-Kühler. - Ich wüsste also nicht, woher er noch einen Luftzug bekommen haben soll.. (Raumlüftung und Luftzug gibt's auch keine, und im Raum hat es ca. 22°C....)
Da kommt mir gerade eine richtig blöde Idee
Mal die Versorgungsspannung kontrollieren...
Mich hatte ja schon am Anfang gewundert, dass ein 12V 10A Netzteil bei 4 Motoren + Elektronik + Hotend 40W + Heated Bed mit geschätzt 100W funktionieren soll....
Mir schwant schreckliches...
Werde ich aber erst morgen schaffen...
Gegen den Luftstrom hat der Hotend-Lüfter schon ein Winkelblech unten dran bekommen, dass den Luftstrom zum Heatblock verhindert - hat definitiv sichtbar das Ergebnis verbessert - jedoch noch nicht weit genug, darum hatte ich dann die Volumetric Speed probiert.
Zum Test hatte ich auch schon mal den Hotend-Lüfter abgeklemmt (nachdem mein Effektor aus Metall ist, ist das nicht gleich ein Problem - konnte ich die Volumetric Speed auf ca. 1.4mm³/sek steigern.... ist jetzt auch nicht die Wonne...
Werkstück-Lüfter war ebenfalls abgeklemmt, und auch der Elektronik-Kühler. - Ich wüsste also nicht, woher er noch einen Luftzug bekommen haben soll.. (Raumlüftung und Luftzug gibt's auch keine, und im Raum hat es ca. 22°C....)
Da kommt mir gerade eine richtig blöde Idee
Mal die Versorgungsspannung kontrollieren...
Mich hatte ja schon am Anfang gewundert, dass ein 12V 10A Netzteil bei 4 Motoren + Elektronik + Hotend 40W + Heated Bed mit geschätzt 100W funktionieren soll....
Mir schwant schreckliches...
Werde ich aber erst morgen schaffen...
Re: Mal wieder 3D Druck...
das lässt sich ja leicht per ausschalten des heizbettes testen. das ist der größte verbraucher.
die motoren kannste mit im mittel 1-1,3A pro stück rechnen, der heizblock bei 12V hat meist 30W, also ~2,5A.
also brauchste etwa 6-7A ohne Heizbett. 120w netzteil ist ok wenn man das heizbett anders versorgt.
die motoren kannste mit im mittel 1-1,3A pro stück rechnen, der heizblock bei 12V hat meist 30W, also ~2,5A.
also brauchste etwa 6-7A ohne Heizbett. 120w netzteil ist ok wenn man das heizbett anders versorgt.
Re: Mal wieder 3D Druck...
So.
Habe es doch noch schnell gemessen.
Ob mit oder ohne Heizbett macht keinen Unterschied, da die RAMPS-Platine auf der Heizbett-Seite ca. 2,6V wegfrisst... Jetzt weis ich wieder, warum ich einen großen Kühler drauf habe...
Auf der Hotend-Seite frisst RAMPS ca. 0,6V weg da werden aus ca. 30W dann ca. 28W - das macht das Kraut nicht Fett.
Nachdem RAMPS auf der Heizbett- Seite Vorwiderstand spielt, geht es sich Leistungsmäßig scheinbar genau aus, dass das Netzteil von 12,00V nur auf 11,94 absinkt.
Zuleitung vom Netzteil zu RAMPS und von RAMPS zum Heizbett sind je ca. 50cm 2x2,5mm2 - da sollte also nicht zu viel verloren gehen.
Habe noch ein Relais gefunden 12V Spule, 30A, 250Vac am Kontakt - Das sollte sich für den Umbau des Heizbettes ausgehen....
Notiz für mich: Nicht vergessen Heizbett von PID auf Bang-Bang umstellen in Marlin!
Netzteil von einem alten PC mit 180W auf +12V1 und 192W auf +12V2 liegt noch herum - genug Leistung und da ist der Hauptschalter, Berührungssicherung, Autostart-Funktion,.... Gleich alles inkludiert...
Dem Heizelement werde ich mal eine kleine Portion Wärmeleitpaste verabreichen - zuerst checken, ob die bis min. 250Grad aushält....
EDIT
Hotendtemperatur passt - bei 215Grad laut Display sagt mein Fluke mit Thermosensor 212Grad am Heizelement außen...
Habe es doch noch schnell gemessen.
Ob mit oder ohne Heizbett macht keinen Unterschied, da die RAMPS-Platine auf der Heizbett-Seite ca. 2,6V wegfrisst... Jetzt weis ich wieder, warum ich einen großen Kühler drauf habe...
Auf der Hotend-Seite frisst RAMPS ca. 0,6V weg da werden aus ca. 30W dann ca. 28W - das macht das Kraut nicht Fett.
Nachdem RAMPS auf der Heizbett- Seite Vorwiderstand spielt, geht es sich Leistungsmäßig scheinbar genau aus, dass das Netzteil von 12,00V nur auf 11,94 absinkt.
Zuleitung vom Netzteil zu RAMPS und von RAMPS zum Heizbett sind je ca. 50cm 2x2,5mm2 - da sollte also nicht zu viel verloren gehen.
Habe noch ein Relais gefunden 12V Spule, 30A, 250Vac am Kontakt - Das sollte sich für den Umbau des Heizbettes ausgehen....
Notiz für mich: Nicht vergessen Heizbett von PID auf Bang-Bang umstellen in Marlin!
Netzteil von einem alten PC mit 180W auf +12V1 und 192W auf +12V2 liegt noch herum - genug Leistung und da ist der Hauptschalter, Berührungssicherung, Autostart-Funktion,.... Gleich alles inkludiert...
Dem Heizelement werde ich mal eine kleine Portion Wärmeleitpaste verabreichen - zuerst checken, ob die bis min. 250Grad aushält....
EDIT
Hotendtemperatur passt - bei 215Grad laut Display sagt mein Fluke mit Thermosensor 212Grad am Heizelement außen...
Re: Mal wieder 3D Druck...
Die 2,6 Volt wird wohl zum größten teil von der polyfuse gefressen. Man kann sich da ja was anderes einfallen lassen, ich hab ne drahtbrücke gewählt
Re: Mal wieder 3D Druck...
Sag mal...gafu hat geschrieben:Ich sag mal, das ist nicht das Problem, sondern die Wirkung. Wenn das nur so langsam geht stimmt doch irgendwas anderes nicht.Sir_Death hat geschrieben: Diese Probleme hatte ich auch massiv - bin am Wochenende endlich draufgekommen, was das Problem ist:
...
Bei Layerhöhe 0,2mm und 15mm/sek war einfach die Volumetric Speed für die inneren Perimeter zu hoch.
Ich schaffe leider nur ca. 1,3mm³/sek bei 215°C .... - sollte laut diversen Foren weit höher sein... mal schauen, ob ich noch finde warum - vielleicht liegt es am Herz-Filament, oder auch an schlechtem Kontakt der Heizpatrone mit dem Heatblock - dadurch schlechter Energieübergang...
Sollte ich da Wärmeleitpaste mit hineingloddern???
Damit ich überhaupt auf 1,3mm³/sek gekommen bin, war es unbedingt notwendig endlich das PID-Autotune zu machen... (da ich ziemlich weit daneben war...)
Ich drucke auf dem CTC mit PLA etwa 70-80 mm/s mit 0.24mm layerhöhe. So viel durchsatz geht gerade noch mit den mitgelieferten extrudern.
Ich hab an die Heizpatronen Wärmeleitpaste drann gemacht, ich weiß jetzt auch nicht ob das viel ausgemacht hatte.
Auf meinem I3 mit China-E3D geht noch etwas mehr, da wird aber auch ne 24V 40W heizpatrone mit 30V befeuert. Das größte Problem ist im moment, das der Kühler für das Bauteil den Heizblock zu sehr mitkühlt, da ist jetzt ein kleiner spoiler aus papierkrepp damit es spielt...
Vielleicht hast du sowas auch? (lüftstrom am heizblock)
Blöde Frage: Bei welcher Temperatur druckst du?
Re: Mal wieder 3D Druck...
Na ganz normal.
ABS mit 235-240 grad.
Pla mit 205 oder so. 195 wenn ich langsam (20-30mm/s) Drucke.
Zum schnell drucken dreh ich dann direkt am Drucker noch ein paar grad hoch, wenn das frisch gedruckte Material matt aussieht.
Relais würde ich noch machen, das klickert doch ständig herum. 10 Ampere schaltet der Mosfet auf dem Ramos doch locker. Im Notfall könnte man auch einen besseren einlöten, dann muss man aber die Leiterbahnen verstärken wenn man mit dem Strom höher will, oder halt gleich auf 24 Volt gehen fürs heizbett.
ABS mit 235-240 grad.
Pla mit 205 oder so. 195 wenn ich langsam (20-30mm/s) Drucke.
Zum schnell drucken dreh ich dann direkt am Drucker noch ein paar grad hoch, wenn das frisch gedruckte Material matt aussieht.
Relais würde ich noch machen, das klickert doch ständig herum. 10 Ampere schaltet der Mosfet auf dem Ramos doch locker. Im Notfall könnte man auch einen besseren einlöten, dann muss man aber die Leiterbahnen verstärken wenn man mit dem Strom höher will, oder halt gleich auf 24 Volt gehen fürs heizbett.
Re: Mal wieder 3D Druck...
Na dann passt bei mir massiv mit dem schmelzen etwas nicht, wenn ich bei 215° nur auf 15mm/sec komme...
Also folgende Baustellen:
1.) Warum schmilzt mein Hotend das PLA so viel zu langsam?
1.a.) Hotend-Kühler weg vom Montagewinkel und eine Montage ähnlich E3D V6 machen...
2.) prüfen, wo exakt der Spannungsabfall am RAMPS für das Heizbett herkommt - wenn es die Polyfuse ist, wird die durch eine Drahtbrücke und vorgeschaltete Schmelzsicherung ersetzt...
Der Umbau auf 24V wäre eine Option - 24V/5A Netzteile sind genug zu Hause (gestern alleine über 5 Stk. gestolpert)
http://reprap.org/wiki/RAMPS_1.4#Maximum_Input_Voltage
Also folgende Baustellen:
1.) Warum schmilzt mein Hotend das PLA so viel zu langsam?
1.a.) Hotend-Kühler weg vom Montagewinkel und eine Montage ähnlich E3D V6 machen...
2.) prüfen, wo exakt der Spannungsabfall am RAMPS für das Heizbett herkommt - wenn es die Polyfuse ist, wird die durch eine Drahtbrücke und vorgeschaltete Schmelzsicherung ersetzt...
Der Umbau auf 24V wäre eine Option - 24V/5A Netzteile sind genug zu Hause (gestern alleine über 5 Stk. gestolpert)
http://reprap.org/wiki/RAMPS_1.4#Maximum_Input_Voltage
-
Weisskeinen
- Beiträge: 3951
- Registriert: Di 27. Aug 2013, 16:19
Re: Mal wieder 3D Druck...
Hmmm, gerade den Extruder mit der geänderten, gefederten Andruckrolle ausstatten wollen und dabei gemerkt, dass die Achse vom Andruckkugellager gebrochen ist. Also ersetzt und das Teil noch mal umkonstruiert auf Metallachse (Schraube, Passstift passt nicht ins Kugellager), nochmal gedruckt und getauscht und jetzt im Testeinsatz. Mit dem neuen Teil drucke ich gerade die Andruckrollenhalterung für den anderen Extruder. Einerseits sind meine Probleme also auf die zu geringe Anpresskraft zwischen Filament und Rändelrädchen des Extruderschrittmotors zurückzuführen und andererseits auf etwas zu schwergängigen Materialvorschub, weil sich das Kugellager nicht mehr frei drehen konnte und das Filament daher an der Kugellageraußenfläche vorbei rutschen musste. Kennt jemand den Gleitreibungskoeffizienten von PLA auf gehärtetem, geschliffenem Stahl? 
Re: Mal wieder 3D Druck...
So nochmals Herz befragt...
Altes Herz-Filament:
http://herz-filament.com/de/62-PLA-Old- ... e.tpl.html
Schmelzpunkt: 155 - 170 °C
Neues Herz-Filament:
http://herz-filament.com/en/65-PLA-New- ... e.tpl.html
Printing: 190 - 230°C
Hahaha...
Es gibt verschiedene PLA-Sorten, die zwischen 160 und 230°C verarbeitet werden...
http://reprap.org/wiki/PLA#Heater_Settings
Na dann werde ich heute mal die Temperatur schrittweise um 5° erhöhen, und schauen, was sich für Geschwindigkeiten machen lassen...
Altes Herz-Filament:
http://herz-filament.com/de/62-PLA-Old- ... e.tpl.html
Schmelzpunkt: 155 - 170 °C
Neues Herz-Filament:
http://herz-filament.com/en/65-PLA-New- ... e.tpl.html
Printing: 190 - 230°C
Hahaha...
Es gibt verschiedene PLA-Sorten, die zwischen 160 und 230°C verarbeitet werden...
http://reprap.org/wiki/PLA#Heater_Settings
Na dann werde ich heute mal die Temperatur schrittweise um 5° erhöhen, und schauen, was sich für Geschwindigkeiten machen lassen...
Re: Mal wieder 3D Druck...
Sir_Death hat geschrieben:So nochmals Herz befragt...
Altes Herz-Filament:
http://herz-filament.com/de/62-PLA-Old- ... e.tpl.html
Schmelzpunkt: 155 - 170 °C
Neues Herz-Filament:
http://herz-filament.com/en/65-PLA-New- ... e.tpl.html
Printing: 190 - 230°C
Hahaha...
Es gibt verschiedene PLA-Sorten, die zwischen 160 und 230°C verarbeitet werden...
http://reprap.org/wiki/PLA#Heater_Settings
Na dann werde ich heute mal die Temperatur schrittweise um 5° erhöhen, und schauen, was sich für Geschwindigkeiten machen lassen...
Schnelle Antwort von Herz:
Hallo Herr xxxxxx,
die optimale Verarbeitungstemperatur kann von Drucker zu Drucker stark variieren. Dies liegt oftmals an der Positionierung des Thermofühlers.
Wir haben bei unserem PLA mit 210 - 220°C am Hotend und wenn möglich 60°C Betttemperatur die besten Erfahrungen gemacht.
Schöne Grüsse,
Na dann bin ich wohl wirklich in die richtige Richtung unterwegs, und mein Drucker passt eh
Re: Mal wieder 3D Druck...
Jetzt bin ich beim mitlesen ueber meinen Nachnamen gestolpert .
Sachen gibt's
Gruesse Steffen , chillig bei 33 Grad unterm Sonnenschirm
Sachen gibt's
Gruesse Steffen , chillig bei 33 Grad unterm Sonnenschirm
Re: Mal wieder 3D Druck...
Ich habe offenbar noch das "alte" herz filament, das stammt aus dem abverkauf wegen materialwechsel von ebay.
Hab gar nicht gedacht das die wirklich das material wechseln, und nicht nur sowas angeben um nicht wegen preisdumping vor den kadi gezerrt zu werden.
was leider bei beiden sorten nicht dabei steht, ist die temperatur bis zu der wärmeformbeständigkeit vorliegt.
Es wäre ja schon von vorteil, wenn das neben den höheren drucktemperaturen auch mehr wärme aushält bevor es sich ungeplant verformt.
Hab gar nicht gedacht das die wirklich das material wechseln, und nicht nur sowas angeben um nicht wegen preisdumping vor den kadi gezerrt zu werden.
was leider bei beiden sorten nicht dabei steht, ist die temperatur bis zu der wärmeformbeständigkeit vorliegt.
Es wäre ja schon von vorteil, wenn das neben den höheren drucktemperaturen auch mehr wärme aushält bevor es sich ungeplant verformt.
Re: Mal wieder 3D Druck...
Ich fürchte, da hilft nur probieren....
Re: Mal wieder 3D Druck...
Nachdem gestern (gegen Mitternacht) beim reinigen der Nozzle das ausgezogene Filament komisch aussah, und ein Cold pull nichts gebracht hat, heute morgen schon mal das Hotend zerlegt.
1. habe ich - glaub ich zumindest - die Ursache für schlechten Wärmeübergang gefunden.... Schraube aus "Lötzinn" zum andrücken des Heatblocks an die Heizpatrone war einfach in der Mitte abgerissen....
Heute Abend mal ausbohren, und hoffen, dass sich eine passende findet...
2. in der Heatbrake hat es den Bowdenschlauch nach oben gedrückt, und unterhalb mit kristallinem PLA aufgefüllt....
Na da kann der Vorschub lange andrücken - ein Wunder dass es überhaupt noch ging...
Der Mist ist so fest drinn, dass ich ihn heute Abend ausbohren werde müssen. - Erhitzen hat nix gebracht...
Ich überlege inzwischen, meinen Start G-Code und End G-Code so umzubauen, dass ich de facto jedesmal beim Abkühlen vom Extruder einen Cold pull machen lasse, und beim Aufheizen kein Filament in Nozzlenähe habe, sondern erst danach dorthin befördere...
Wie macht Ihr das so???
Ich denke, den werde ich mal ersetzen... irgendwo müssten noch IRF540Z herumliegen - haben zwar 0.0265 Ohm RDSon - aber ich denke, das kann ich verschmerzen
1. habe ich - glaub ich zumindest - die Ursache für schlechten Wärmeübergang gefunden.... Schraube aus "Lötzinn" zum andrücken des Heatblocks an die Heizpatrone war einfach in der Mitte abgerissen....
Heute Abend mal ausbohren, und hoffen, dass sich eine passende findet...
2. in der Heatbrake hat es den Bowdenschlauch nach oben gedrückt, und unterhalb mit kristallinem PLA aufgefüllt....
Na da kann der Vorschub lange andrücken - ein Wunder dass es überhaupt noch ging...
Der Mist ist so fest drinn, dass ich ihn heute Abend ausbohren werde müssen. - Erhitzen hat nix gebracht...
Ich überlege inzwischen, meinen Start G-Code und End G-Code so umzubauen, dass ich de facto jedesmal beim Abkühlen vom Extruder einen Cold pull machen lasse, und beim Aufheizen kein Filament in Nozzlenähe habe, sondern erst danach dorthin befördere...
Wie macht Ihr das so???
P.S.: habe ich auch gemessen - leider nur 0.026V an der Polyfuse... Scheint so, dass die 2.6V zum größten Teil am MOSFET bleiben - drum wird der auch so heiß... Verstehe ich absolut nicht.. Sollte ja eine RDSon von 0.014 (max 0.018) Ohm haben...gafu hat geschrieben:Die 2,6 Volt wird wohl zum größten teil von der polyfuse gefressen. Man kann sich da ja was anderes einfallen lassen, ich hab ne drahtbrücke gewählt
Ich denke, den werde ich mal ersetzen... irgendwo müssten noch IRF540Z herumliegen - haben zwar 0.0265 Ohm RDSon - aber ich denke, das kann ich verschmerzen